

Рейтинг самых популярных флюсов для пайки
1. Флюс Kingbo RMA-218
|  | |
2. Флюс Amtech RMA-223
|  | |
3. Флюс-гель Rexant «BGA и SMD»
|  |
ПОС-18 — включает в себя от 17 до 18% олова, от 2 до 2,5% сурьмы и от 79 до 81% свинца.
Область применения: лужение металлов, когда требования к прочности пайки не высоки. Температура плавления: начало плавления 183°C, растекаемость 270°C.
ПОС-30 — включает в себя от 29 до 30% олова, от 1,5 до 2 % сурьмы и от 68 до 70% свинца.
Сфера применения: пайка и лужение стальных и медных изделий, спаивание латуни и экранирующих пластин. Начало плавления 183°C, растекаемость 250°C.
ПОС-50 — включает в себя от 49 до 50% олова, 0,8 % сурьмы, от 49 до 50% свинца. Область применения: радиоэлектроника, качественная пайка различных металлов. Температура плавления: начало плавления 183°C, растекаемость 230°C.
ПОС-90 — включает в себя от 89 до 90% олова, 0,15 % сурьмы и от 10 до 11% свинца.
Область применения: лужение деталей для дальнейшего серебрения и золочения, прочность пайки высокая. Температура начала плавления 180°C, растекаемость 222°C.
В радиоэлектронной отрасли находят широкое применение материалы для пайки: ПОС-40, ПОС-60. ПОСК-50, ПОСВ-33, содержащие кадмий или висмут, эксплуатируются для лужения поверхности дорожек на платах.
ПМЦ-42 — включает в себя от 40 до 45% меди, от 52 до 57% цинка. Кроме того в состав ПМЦ-42 входит: железо (Fe), сурьма (Sb), свинец (Pb), олово (Sn). Температура, при которой плавится материал — 830°C.
ПМЦ-53 — включает в себя от 49 до 53% меди, от 44 до 49% цинка. Температура, при которой плавится — 870°C.
ССуА называют свинцово-сурьмистым сплавом. Его состав определяется по ГОСТ 1292-81 и включает в себя: от 92,7 до 98% свинца, от 2 до 7% сурьмы, меди до 0,2%, мышьяка до 0,05%, бериллия до 0,03%, олова до 0,01%, железа до 0,005% и цинка до 0,001%.
Припои С1 и С2 — это высокочистые свинцовые сплавы. Содержание примесей в них 0,015% и 0,05% соответственно. Сплав С1 характеризуется высокой антикоррозийной стойкостью и хорошей пластичностью. Благодаря последнему качеству, его легко плавить и обрабатывать.
Виды, составляющие
Сбалансированный сплав на основе доминирующего металла для создания неразъёмных соединений металлических деталей методом внесения плавкого соединителя с местным нагревом – это припой.
Способы пайки, ограничения воздействия температуры на детали, механическая прочность соединения, сопротивление влиянию коррозии обусловливают многообразие видов.
![]()
Технологические требования к заполнителю:
- Свободная текучесть после прохождения температуры ликвидуса.
- Смачивание поверхностей соединения.
- Механическая устойчивость, ограниченная усадка теплопереносимость, невосприимчивость к внешним воздействиям в твёрдом состоянии, электропроводность.
Что мы должны знать о флюсе?
Флюс предназначен для повышения качества процесса спаивания припоем двух металлических поверхностей и при нагревании очищает поверхности от оксидных и жирных пленок. Хороший флюс должен иметь низкую температуру плавления и малый удельный вес. Перед моментом плавления припоя он должен успеть растворить окислы и не проникать вглубь паяного соединения в процессе пайки. Флюс должен хорошо растекаться и смачивать поверхность припоя и металла в месте пайки.
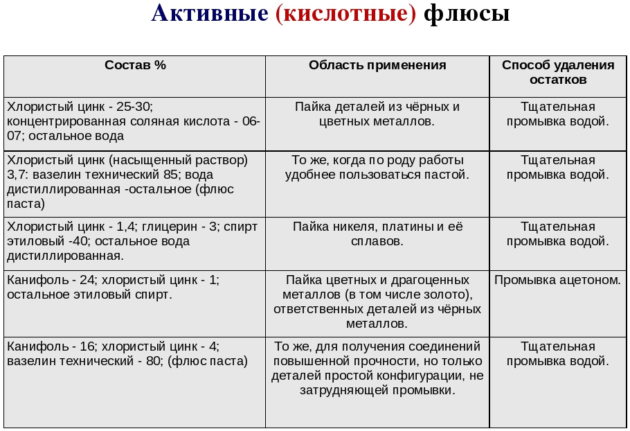
Самые лучшие флюсы для пайки не выгорают и при нагреве мало испаряются. А продукты разложения и окислы легко удаляются растворителями. Даже если остатки не удалены, то они не вызывают коррозии. Как мы знаем, флюсы для пайки бывают активные (кислотные) и нейтральные (некислотные). обычно активно взаимодействует с широким спектром растворяемых жиров и оксидных пленок. При этом могут выделяться продукты взаимодействия, не слишком полезные для нашего драгоценного здоровья.
Нейтральные флюсы более безопасные в этом плане, но их волшебные свойства подготовки паяемых поверхностей не такие яркие. Какие бывают флюсы можно посмотреть в ГОСТ 19250-73 «Флюсы паяльные. Классификация». В общем, тут как и с любым профессиональным инструментом – каждый нужен для определенного набора действий. Начну рейтинг лучших флюсов по Мастеру Пайки с сортировкой по популярности у ремонтников электронной техники.
Применение припоев
Любой домашний мастер, работающий с радиоэлектроникой, умеет пользоваться паяльником. Классика паяльного дела: припой серии ПОС и сосновая канифоль, при работе с которой и выделяется характерный «ароматный» дым.
ПОС-90. Сфера применения: спаивание внутренних швов пищевых посудных изделий (кастрюли, сотейники и др.)
ПОС-40. Сфера использования: пайка медных, железных и латунных проводов.
— проволоки в бандажах и шлангов в электромоторах;
— жестяных, латунных и железных заготовок;

— оцинкованных, цинковых листов;
— деталей различных приборов и аппаратуры.
— оцинкованного железа;
— деталей из свинца, латуни, меди, железа;
— лужения деревянных элементов перед пайкой.

— для спайки белой жести, железа, меди;
— для спайки клепаных замочных швов в свинцовых элементах.
Придел прочности для твердых припоев варьирует от 100 до 500 МПа. Область их применения, как материалов 1-ой категории прочности, распространяется на токоведущие части, элементы машин и механизмов, которые подвергаются высоким механическим и температурным нагрузкам. Придел прочности на растяжение для мягких и среднетвердых припоев составляет от 50 до 70 МПа. Их берут для пайки токоведущих частей, которые не являются несущими элементами машин и механизмов.
Поставщик:ООО РТГ «МетПромСтар»
Канифоль сосновая – самый простой, дешевый и доступный вид флюса с низким током утечки. Относится к классу химически пассивных флюсов. На рынке она доступна в свободной продаже из-за популярности. Применяется практически широком спектре радиомотажных работ. Умеренно растворяется в спирте с добавлением глицерина, благодаря чему стали популярны среди радиолюбителей спирто-канифольные флюсы.
Паяльный жир – существует в двух видах: активный и нейтральный. Применяется для окисленных деталей, состоящих из черного или цветного металла. Активный паяльный жир в радиоконструировании не применяется. Нейтральный паяльный жир не содержит активных компонентов, поэтомуможет использоваться для пайки радиодеталей.
- Бура – необходима при высокотемпературной пайке высокоулеродитсых металлов: чугуна, меди, стали и т.д.
- ТАГС – флюс на глицериновой основе для радиомонтажа. Из-за остаточного сопротивления нуждается в отмывке спиртом.
- Флюсы ЗИЛ – хорошо подходят спаивания стали, латуни, меди легкоплавкими припоями на основе висмута.
- Ф-38Н ПЭТ – сильно химически активный флюс. Применяется для пайки быстро окисляемых на воздухе металлов при температуре выше 300 градусов. Им паяют нихром, манганин, бронзу. Обязательное применение при его использовании средств индивидуальной защиты. Промывка щелочью так же обязательна
- Активные флюсы ФИМ — пайка окисленного серебра, платины. Требует отмывки водном раствором с содержанием соды. В составе флюса фосфорная кислота.
- ФКДТ и ФКТ ПЭТ – популярный неактивный флюс широкого применения для лужения проводов и медных контактов в РЭА.
- ФТС – бесканифольный пассивный флюс без дыма. Предназначен для пайки радиодеталей.
- Паяльная паста «Тиноль» — специальный химический флюс для пайки SMD радиодеталей термофеном паяльной станции.
- Флюс-гель ТТ – флюс с индикатором химической активности красноватого оттенка для широкого спектра пайки. При воздействии температурой обесцвечивается, указывая на отсутствие активных компонентов. Не требует отмывки.
- СТ-61 – паяльная паста пассивная. А – температура плавления 200 градусов, В – для компьютерных и мобильных радио запчастей, С – канифоль.
Виды припоев. Свойства и характеристики

Существуют два вида припоя — мягкий и твердый. Данная классификация обусловлена механической прочностью и величиной температуры плавления. К мягким сплавам для пайки относятся такие, температура плавления которых меньше 300ºC, а к твердым — больше 300ºC. Предел прочности мягких припоев варьирует от 16 до 100 МПа, а у твердых соответственно от 100 до 500 МПа.
Выбор припоя для работы зависит от вида металла (или металлов, в том случае, когда они разные). Кроме этого учитываются антикоррозийная устойчивость, необходимая механическая прочность и стоимость. Если в качестве металлических деталей выступают токопроводящие заготовки, обращают внимание на величину удельной проводимости припоя.
Называют припои чаще всего по названию металла, который содержится в них в наибольшем количестве. Например: свинцовый, оловянно-свинцовый. А в том случае, когда один из компонентов припоя — это драгоценный либо редкий металл, припой носит название этого компонента. Например: серебряный.
Для условного обозначения припоя используют русскую букву П (припой), затем заглавную букву названия основных составляющих (на русском языке) и их процентное количество.
Условное название составляющих выглядит так: А — алюминий; Ви — висмут; Г — германий; Зл — золото; Ин — индий; К — кадмий; Кр — кремний; Н — никель; О — олово; С — свинец; Ср — серебро; Су — сурьма; Т — титан. Припои из чистых металлов обозначаются аналогично ГОСТу на поставку. Например: С1 — свинец, О2 — олово.
Самые распространенные мягкие припои, изготавливаемые промышленностью, оловянно-свинцовые (ГОСТ 21931-76). Оловянно-свинцовые материалы для пайки, в составе которых нет сурьмы, называются бессурмянистыми, а те, в состав которых входит 1-5% сурьмы — сурьмянистыми.
Все припои, используемые для качественной пайки должны обладать свойством смачиваемости. Из-за низкого предела текучести припои, изготовленные из свинца, склонны к ползучести. Ползучесть металла определяется удлинением зерен в металлическом сплаве либо межзерновым скольжением. С целью блокировать процесс скольжения по границам зерен и ограничить перемещение их в кристаллической решетке, в состав свинцового припоя добавляют серебро и сурьму. Необходимость использования этих элементов для пайки была известна давно. Их применили в ПОС-61, снизив тем самым склонность к ползучести.

Свинец слабо реагирует со многими металлами. Свинец не растворим в никеле, кобальте, цинке, железе, алюминии и меди при низкой температуре. Для улучшения взаимодействия свинца с этими элементами и их сплавами, к свинцу добавляют легирующие компоненты, которые ускоряют процесс взаимодействия припоя с металлами, снижают температуру, при которой происходит плавление свинца.
В число легирующих элементов входит: олово, серебро, сурьма, марганец, цинк, кадмий. При температуре 300°C растворимость этих компонентов в меди (металле, для которого в основном применяют припой из свинца) соответственно составляет: цинк 35%, олово 11%, сурьма 3%, кадмий 0,5%, серебро 0,5%. Три компонента — цинк, олово и сурьма вступают с медью в реакцию.
В свинцовых припоях должно содержаться максимально по 5% сурьмы и цинка, до 20% кадмия, до 30% олова. В некоторых случаях (например, для пайки свинца) количество сурьмы в припое может быть увеличено. Такой метод применяется при газопламенной пайке клемм из свинца для аккумуляторных батарей с помощью припоя Pb —11% Sb, в котором увеличено содержание сурьмы.
Добавление в состав свинцового припоя при соединении элементов из меди и ее сплавов серебра и меди улучшает его технологические свойства. Для пайки сплавов из алюминия используют легкоплавкие припои с основой из кадмия и свинца. Они придают спайке повышенную коррозионную стойкость. Для спаивания стеклянных деталей берут материал на основе свинца и добавками сурьмы и цинка.
Мягкие припои: бессвинцовые (Sn Cu Ag Bi др.), оловянно-свинцовые, оловянно-цинковые, оловянно-свинцово-кадмиевые, сурьмянистые. Твердые припои: серебряные, медно-цинковые, медно-фосфористые, медно-никелевые.
На десятом месте экстремальные варианты флюса, сделанные своими руками – раствор таблетки аспирина в одеколоне, салициловый спирт, электролит со старой солевой (нещелочной) батарейки, фруктовый сок, оливковое масло, нашатырь с глицерином и т.д. Такие флюсы для пайки применяются редко, но знать о них нужно. На случай, если окажетесь в глухой деревне только с паяльником в кармане.

Что паять: железо, нержавейка, медь, бронза, цинк, нихром, серебро, никель.
Чем смывать: без понятия чем смывать одеколон, замешанный с фруктовым соком, политым оливковым маслом – наверное, легче выжечь все остатки ацетиленовой горелкой.
Для соединения различных металлических деталей между собой часто применяется пайка. Этот вид соединения популярен в различных сферах жизни и производства. Чаще им пользуются радиолюбители и домашние мастера.
Пайка может выручить как при ремонте компьютера, телевизора, радиотехники, так и в промышленности, ремонте холодильников. Пайка хороша в создании герметичности соединения. А некоторые материалы по-другому просто невозможно соединить.
Не все металлы можно соединить сваркой. А чтобы пайка получилась качественной и герметичной, необходимы навыки работы, хорошие инструменты и соответствующие припои для пайки и флюсы.
Составы и виды припоев и флюсов выбирают в соответствии с материалами, из которых изготовлены соединяемые материалы. Например, для алюминия нужен совсем другой флюс, нежели чем для меди. Рассмотрим основные свойства припоев, их применяемость, особенности использования.
Импортные
- IF 8001 Interflux – один из лучших флюсов для бессвинцовой пайки SMD компонентов, в том числе и работы с BGA чипами. Довольно дорогой. Не требует смывания.
- IF 8300 BGA Interflux (30cc) – для пайки корпусов BGA. Представляет собой гель. Без вредного галогена.
- IF 9007 Interflux BGA – паяльная безотмывочная паста для пайки свинцовым припоем. После работы оставляет едва заметный слой флюса с высоким удельным сопротивлением.
- FMKANC32-005 – крем слабоактивированный безотмывочный. Показывает хорошие результаты при пайке BGA чипов и работе с инфракрасными паяльными станциями.
Как пользоваться паяльной кислотой?
Чтобы разобраться, как правильно паять паяльной кислотой, следует ознакомиться с основными правилами. В первую очередь это касается безопасности. Здесь нужно быть максимально аккуратным, чтобы ничего не попало на руки и другие части тела. В лучшем случае, работать нужно в перчатках и защитной одежде с длинными рукавами. В домашних условиях эти правила выполняются не всегда, так что в основном нужно делать упор на аккуратность.
Вторым вредным фактором являются испарения от кислоты. Перед тем как паять паяльной кислотой, следует обеспечить хорошее проветривание для помещения. Это может быть естественная или принудительная вентиляция. В качестве дополнительной защиты стоит использовать респиратор или аналогичное средство. Здесь проблема состоит не только в том, что человек вдыхает пары, но и в том, что они имеют очень специфический резкий неприятный запах. В домашних условиях данная процедура может быть сложной для проведения.
Если вы размышляете, чем паять микросхемы, то паяльная кислота здесь явно не подходит. Все дело в агрессивности среды. В микросхемах используются относительно тонкие и мелкие металлические детали. При контакте с концентрированной паяльной кислотой мелкие контакты могут испортиться. Она просто выжжет их, так как тонкий металл легко разъедается.

Очередной рекомендацией будет обязательная очистка спаиваемой поверхности после работы. Кислота оставляет соли после своего применения. При эксплуатации изделия их наличие недопустимо, поэтому нужна обязательная механическая очистка.
Существует несколько разновидностей данного материала. В основном все касается пропорций, в которых производится кислота. Чаще всего она разбавленная, но для особо сложных случаев применяют и концентрированную. Если вам требуется использовать ее для стандартных процедур паяния и вы не знаете в какой пропорции лучше всего использовать флюс такого типа, то тогда стоит использовать стандартный вариант, которым является 10% раствор. Это самая популярная разновидность, с которой сталкиваются многие любители и профессионалы.
Среди всех флюсов паяльная кислота выделяется в особую категорию, так как эта разновидность обладает рядом отличительных свойств, которые выделяют его среди остальных. В первую очередь, данная разновидность распространяется только в жидком состоянии. Даже концентрированные марки кислоты являются жидкими, а при необходимости, их всегда можно разбавить, чтобы снизить интенсивность их свойств. Сразу возникает вопрос, как пользоваться паяльной кислотой?
Виды паяльной кислоты
Естественно, что особенные свойства создают специальные условия, как пользоваться паяльной кислотой. Дело в том, что это один из немногих флюсов, которые вреден для непосредственного контакта с кожей человека. Даже если он применяется в качестве сильного разбавленного раствора, то ни в коем случае не допускается попадание на слизистые оболочки, а также открытые мелкие раны на коже.
Основным назначение данного вещества является использование в качестве флюса во время пайки. Благодаря своей высокой агрессивности, при попадании на поверхность основного металла или припоя, кислота выедает все жировые пленки, которые образовались на ней, окислы металла, а также прочие загрязнения.
Использование кислоты паяльной во время пайки
Это не все свойства, для чего нужна паяльная кислота. Еще одной способностью материала является то, что он остается после нанесения. Когда вы нанесете флюс на металл, то он останется там еще долгое время, что предотвратит повторное образование окислов и налетов. Также во время нанесения припоя флюс обеспечит лучшую растекаемость и схватываемость материала.
Процесс соединения заготовок, в результате которого их материал не расплавляется, называется пайкой. То есть, материал не изменяет своих технических характеристик и качеств.

Пайка металлов происходит за счет смачивания поверхностей заготовок жидким припоем, которым заполняется зазор между двумя металлическими изделиями. При этом припой – это металл или сплав нескольких металлов, обычно олова и свинца.
Соединение с помощью пайки, без расплавления, дает возможность в будущем разъединить детали (распаять или перепаять заново), не нарушая их свойств. Качество пайки зависит от типов соединяемых металлов, от припоя и флюса, нагрева и вида соединения.
На девятом месте ортофосфорная и паяльная кислота, которая просто разъедает любые жировые пленки на поверхности металла и поэтому обеспечивает прекрасную паяемость очищенных поверхностей. Воняет и отравляет молодой организм при нагреве просто жуть. Так что нужно проветривать помещение, а еще лучше паять на свежем воздухе. В этом случае отравление парами кислоты сведется к минимуму.
паяет быстро и почти все, можно сначала нанести кислоту на соединение, а потом уже паять, стоит ну очень дешево от 30 руб. за 10 мл.
этот флюс очень токсичен от слова ядовит при попадании на кожу и, особенно, на слизистые оболочки вплоть до разъедания, кислота все-таки. Им нельзя паять платы, потому как кислота, даже в небольших количествах оставшаяся на тонких медных дорожках, их разъест.
Что паять: медь, серебро, сталь, никель, чугун, бронза, латунь.
Чем смывать: растворителем, бензином, спиртом.
На седьмом месте расплылся паяльный жир, он бывает активный и нейтральный, состав: канифоль, вазелин, парафин или стеарин, хлорид цинка, деионизованная вода и хлорид аммония. Вся эта ядреная смесь очень хорошо справляется с сильно-загрязненными поверхностями металла. Как раз для этого и нужен парафин. Он как бы приподнимает всю грязь наверх, подальше от эпицентра пайки.
испаряется медленно с жала паяльника, оставляет мало нагара, очень дешев (от 50 руб. за баночку 20 г.).
твердую консистенцию сложно наносить, остатки при нагреве работающей платы растекаются и долго испаряются.

Что паять: я бы рекомендовал паять жиром толстенные окисленные провода и небольшие металлические детали, я даже паял автомобильный радиатор этим чудо-жиром.
Чем смывать: смывается лучше всего растворителем или бензином, спирт плохо берет.
Для алюминия
порошковый для сплавов с незначительным процентом магния прутками для аргонной сварки. Обеспечивает герметичность. Требует обильной промывки – активно коррозирует.
Castolyn FBK 192, припой с флюсовым сердечником. Рекомендован для тонкостенных конструкций с предварительным лужением и созданием зазора по периметру 0,2 мм. Состав оболочки Zn-98%, Al-2%. Преимущества материала:
- Нет остаточной коррозии;
- Устойчивость смачиваемости и текучести при t 4400;
- Ускорение кристаллизации;
- Надёжное сращение алюминия с нержавеющей сталью, гальванизированным чёрным металлом, медью.
Castolin 192 пригоден для восстановления внутренних резьб в корпусных деталях, ремонте и заделке поверхностных отверстий, в том числе без наложения заплат. Соединению внахлёст.
Необходимо подобрать самый оптимальный припой, а также выбрать метод обработки. Ведь он не спаивается при стандартном варианте.
Припой поможет сделать процесс спайки более легким, однако нужно, чтобы спайку производил настоящий профессионал, ведь материал может окисляться практически мгновенно.
В большинстве случаев при спаивании используют резонансные стабилизаторы, ведь их провода часто созданы именно из алюминия.

К мягким припоям относят припои для низкотемпературной пайки алюминия. Их температура плавления не превышает 450 ºС. Температура плавления алюминия (технически чистого) составляет 655-660ºС.
В свою очередь мягкие припои для алюминия подразделяют на:
- низкотемпературные;
- среднетемпературные и
- высокотемпературные.
В таблице ниже приведен химический состав типичных мягких припоев для пайки алюминия. Общие характеристики мягких припоев включают:
- интервал плавления (температуры солидуса и ликвидуса);
- смачивающая способность;
- тип применяемого флюса: активный, органический или один из них;
- коррозионная стойкость припоя и, следовательно, паяного шва.
Изобретение относится к области пайки, в частности к составу припоя, и может быть использовано в различных областях машиностроения для пайки алюминия и его сплавов.
Алюминий и его сплавы находят широкое применение для изготовления паяных конструкций в авиационной, электротехнической, радиотехнической и в ряде других отраслей промышленности.
Известно, что в состав одних припоев входят различные дорогостоящие металлы. Например, кремний, галлий, неодим и т.д. (А.с. СССР №1785858, а.с. №1743772), что отрицательно сказывается на себестоимости продукции. Другим припоям для пайки нужны инертные или нейтральные среды и активные флюсы.
Алюминий, обладая большим сродством к кислороду, образует химически и термодинамически стойкий окисел Al2O3, который находится на его поверхности в виде плотной и прочной пленки.
Паять латунь и медь можно по одной технологии, но для алюминия такой подход не совсем применим, так как он быстро окисляется, что препятствует нормальному контакту припоя с поверхностью. Например, для восстановления батарей из этого материала нужно одновременно нагревать обе детали, чтобы их окисление не мешало наплавлению и формированию защитного слоя. Кислота в данном случае выступает отличным средством от жира: она растворяет его полностью и образует пленку для плавного растекания припоя.
Пайка латуни
Как спаять латунь и медь? Для этого не подойдет обычный паяльник, работающий от тока, так как его температура не настолько велика, и конструкция будет непрочной. Наиболее приемлемым способом будет использование горелки и проволоки, которая при расплавлении заполняет отверстие или другие дефекты, образуя герметичное покрытие.

Правильное расположение горелки при пайке медных труб своими руками
- С помощью горелки прогревают соединяемый конец трубы до момента кипения флюса. Для равномерного разогревания стыка пламя горелки перемещают в разные стороны от места стыка.
- После достаточного разогрева к месту стыка трубы с фитингом прикасаются припоем.
- Под действием капиллярных сил припой заполняет пространство стыка. Работы считаются завершенными, когда состав полностью заполнить стыковой зазор.
Тугоплавкие коаксильные трубчатые флюсы для пайки – это медно-фосфорные и медно-фосфорные с добавлением серебра комплексы BrazeTec для газо-пламенного плавления. Температуры в пределах 645–8900 С. Соединение близкородственных металлов соседствует с пайкой латунь-сталь. Большой выбор паяльных паст комбинированного состава различного целевого назначения.
BrazeTec выбирают для особо ответственных работ, причины:
- Задекларированный состав не меняется в разных партиях.
- Сертификат качества гарантирует результативность работ.
Паяльная кислота ПЭТ – оптимальная температура процесса пайки с ее применением 150 – 320 градусов. Применяется при спаивании углеродистых сталей, латуни, меди, никеля.
Изделия, очищенные и подготовленные для пайки, не должны храниться продолжительное время во избежание окисления. Их следует возможно скорее загружать в печь или контейнер с обеспечением защитной среды. Особенное внимание должно быть уделено удалению воздуха при пайке высоколегированных сталей и сплавов, содержащих легкоокисляемые элементы.
Удаление воздуха может достигаться вакуумированием или продуванием защитного газа — аргона. При продувании температура должна повышаться постепенно, начиная от комнатной до 800—900 С (1073— 1173 К). Этот процесс требует значительного расход аргона. Вакуумирование более рационально, так как при этом значительно снижается расход аргона. Большое значение при пайке имеет контроль температуры нагрева изделия; перегрев может оказать вредное влияние.
t = t1 t2 t3

где t1 — время нагрева от температуры плавления припоя до температуры пайки; t2 — время выдержки при пайке; t3 — время охлаждения от температуры пайки до температуры кристаллизации припоя.
https://www.youtube.com/watch?v=-Pxcrfuiuf8
В случае взаимодействия припоя с основным металлом t1 и следует, возможно, сокращать. После окончания процесса панки необходимо удалить флюс, очистить окисленные поверхности, устранить наплывы и участки растекания припоя, в особенности в тех местах, которые подлежат последующей обработке. Требование удаления флюса вызвано возможным отрицательным влияние его, например появлением коррозии (в алюминиевых сплавах).
Флюсы (для пайки алюминиевого сплава) удаляют промывкой горячей и холодной водой при условии последующей обработки в растворе хромового ангидрида. Флюсы на основе буры образуют на поверхности твердую корку. Их удаляют механическим путем или погружением деталей в горячую воду. Паяные швы на алюминиевых сплавах обрабатывают металлической щеткой и вторично промывают от флюсов, могущих остаться в порах швов. Растекающийся припой удаляют механическим, химическим или электромеханическим способами.
Для контроля качества паяных соединений применяют разные методы. Существенное значение имеет внешний осмотр швов. Швы проверяются на прочность, плотность, электропроводность. Паяные швы можно контролировать физическими методами: рентгеновским просвечиванием, применением радиоактивных изотопов, прозвучиванием.
Кроме испытания паяных образцов без их разрушения, нередко применяют испытания с доведением их до разрушения. Результаты, полученные при испытаниях до разрушения нескольких образцов, позволяют установить механические свойства серии аналогичных изделий.

К углеродистым и низколегированным сталям относится стали, имеющие температуру плавления 1450—1520 С (1723—1793 К). При низкотемпературной пайке сталей применяются главным образом оловянно-свинцовые припои с активными флюсами. Перед пайкой рекомендуется детали облуживать. Это ускоряет процесс пайки и позволяет обеспечивать высокие механические свойства соединений.
Более часто для пайки сталей применяют высокотемпературные медно-цинковые припои с добавкой серебра (температура плавления 940—700 С (1213—973 К). Однако вследствие легкого испарения цинка эти припои не применяют для вакуумной панки. Их целесообразно использовать при пайке в среде с низкими окислительными свойствами, например продуктов неполного сгорания азотно-водородной смеси с флюсом в виде буры, борного ангидрида и т. д.
К высоколегированным сплавам относятся коррозионно-стойкие аустенитные стали 0Х18Н9, 12Х18Н9 со стабилизирующими добавками — титаном, ванадием, ниобием и т. д., кислотоупорные хромистые стали Х17, Х25 и другие ферритного класса, жароустойчивые никелевые сплавы, например, имеющие около 80% Ni и др.
Указанные сплавы могут паяться легкоплавкими припоями с применением активных флюсов. Однако пайка легкоплавкими припоями указанной группы сплавов технически нецелесообразна. Рациональнее применять для их соединений высокотемпературные припои (табл. 1).
В соответствии с маркой припоя применяются флюсы с различными составляющими. Некоторые припои при быстром нагреве т. в. ч. теряют свои составляющие.
Высоколегированные сплавы и стали можно паять в среде аргона, водорода, в вакуумных печах, Недостаток пайки в аргоне — не вполне удовлетворительная растекаемость припоя. Для улучшения растекаемости во флюсы вводят добавки, например литий. Пайка в атмосфере водорода требует высокой его чистоты; использование водорода всегда сопряжено с некоторой опасностью взрыва.
Пайка в вакууме дает хорошие результаты при применении припоев, не содержащих легко испаряющихся элементов (цинка и др.). При пайке указанных выше материалов могут возникать поры вследствие испарения некоторых составляющих припоя, например, цинка: непровары в результате неудовлетворительного смачивания расплавленным припоем соединяемых частей или недостаточной очистки поверхностей;
Таблица 1. Состав припоев, %
Применение никелевых припоев иногда сопровождается образованием подрезов основного металла в местах перехода к швам. Это происходит вследствие того, что припой этого рода имеет способность растворять основной металл. Чтобы избежать этого явления, следует вести технологический процесс пайки при возможно более низкой температуре.
При помощи пайки хорошо соединяются изделия из чистой меди и медных сплавов. Чистая медь хорошо паяется при нагреве в вакуумных печах, а также в атмосфере хорошо очищенного водорода без каких-либо примесей кислорода. Медно-цинковые сплавы, содержащие 4—38% Zn, при длительном нагреве теряют его (цинк испаряется), поэтому латунные детали перед пайкой целесообразно покрывать медью.
Пайка широко применяется для соединений различных бронз; алюминиевых, содержащих 5—10% Аl; бериллиевых, применяемых в приборостроении и имеющих в своем составе 2—2,5% Be; хромовых, содержащих около 0,5% Сr; оловянных, применяемых при обработке давлением, содержащих олово, а также фосфор и др.
Медь и ее сплавы легко паяются при применении низкотемпературных припоев с использованием канифольных флюсов, не вызывающих коррозии. Нередко перед пайкой поверхности деталей облуживают чистым оловом слоем толщиной 0,005 мм на стали и 0,0075 мм на меди. Низкотемпературные припои не обеспечивают высокой прочности паяных соединений, поэтому рекомендуется пайка в печах высокотемпературными твердыми припоями.
Титан и его сплавы паяют в электрических печах, т. в. ч., газопламенным горелками. Наилучшие механические свойства спая достигаются при пайке ТВЧ. Это объясняется тем, что в результате сокращения термического цикла при этом способе пайки отсутствует рост зерна, приводящий к охрупчиванию соединений. При пайке титановых сплавов целесообразно применять серебряные припои, имеющие температуру плавления ниже температуры рекристаллизации титана и выше температуры, требуемой для удовлетворения условий смачивания припоем паяных деталей.
Очень важная задача производства — соединение пайкой различного рода керамических материалов и окислов друг с другом и с металлами. Возможны разные случаи: металлы более тугоплавки, нежели керамика, при этом соединение обеих деталей происходит в твердом состоянии, контакт обеспечивается необходимым давлением, применением покрытий. В последнем случае соединение достигается при температурах ниже температуры плавления каждой из соединяемых деталей.
Особенно благоприятные условия для соединения, когда металлы имеют температуру плавления ниже температуры плавления керамики и в результате своих специфических химических свойств склонны к образованию связи с последней. Гак, например, титан и цирконий имеют большое сродство к кислороду и образуют твердые растворы со многими металлами и окислами.
6. Флюсы ЛТИ, ТАГС, ЗИЛ и другие
На шестом месте расположились различной направленности с плавающей популярностью: ЛТИ (с индексами 1, 2, 3, 120 включают в себя воду, спирт, канифоль, аммиак, хлористый цинк, нашатырь, солянокислый анилин, триэтоланилин), ТАГС (глицерин, анилиновый активатор), ЗИЛ (с индексами 1, 2, 4 изготавливаются на основе хлоридов цинка, аммония, железа, соляной кислоты и воды), флюс-гель ТТ (обязательно смываемый флюс с индикацией активных остатков состоит из вазелина, эмульгатора, тетраэтиленгликоля и КРС-78), Ф-38Н (ортофосфорная кислота, диэтоламин солянокислый), ФКДТ (канифоль, спирт, мой любимый димэтилалкилбензиламмонийхлорид и трибутилфосфат), Kester 959t (разработан для пайки волной припоя без образования шариков).
Далее ФИМ (вода, спирт, ортофосфорная кислота), ЛК-2 (спирт, канифоль, хлориды аммония и цинка), ПВ (с индексами 200, 201, 284 и 209 на основе кислот применяется для высокотемпературной пайки), ФП 1 и 2 (вазелин, хлористый цинк, канифоль, нашатырь), КЭЦ (спирт, канифоль, хлористый цинк), флюс-паста ВТС (спирт, вазелин, салициловая кислота, триэтаноламин), ГК (спирт с глицерином и канифолью), КЗ (спирт с канифолью), Прима-1 (вода, спирт, глицерин, хлористый цинк).
Наиболее интересным мне показался по сходной цене в 5$.
большое разнообразие и доступность по низкой цене.
большинство этих флюсов активные, так что требуют отмывки и проветривания рабочего места.
Что паять: железо, нержавейка, медь, бронза, цинк, нихром, серебро, никель, чугун.
Чем смывать: большинство из указанных флюсов смываются спирт, растворитель, ацетон, бензин и даже водой.
4. Спирто-канифольный флюс
На пятом месте самый популярный флюс всех времен и народов, муза музыкантов, дар природы, ее величество канифоль. Канифоль бывает живичная (из живицы хвойных пород деревьев, почти не имеет жирных кислот), экстракционная (экстрагирование бензином хвойных опилок, содержит больше жирных кислот, чем живичная) и таловая (остатки после сульфатоцеллюлозного производства мыла).
В в баночках продается «канифоль сосновая». Обычно это та самая живичная канифоль с минимальным содержанием жирных кислот. Чем светлее тем меньше жирных кислот. А значит, такая канифоль даже если останется после пайки на контактах, не будет их разъедать.
Обычно канифоль не гигроскопична – не поглощает влагу, но поглощает кислород. Так что остатки жирных кислот в некачественной канифоли могут быть опасны для паяных контактов. Поэтому канифоль лучше все-таки отмывать после пайки ответственных соединений.
Бывает также жидкая канифоль (уже разведенная в спирте) и канифоль-гель (канифольная крошка, замешанная с растворителем), которые удобно наносить перед процессом пайки.
самый доступный и популярный неактивный флюс, в уличных соединениях можно не смывать, хорошо пахнет при нагревании.
если качество канифоли низкое, будет выделяться много дыма при пайке, чаще всего приходится отмывать, твердую канифоль неудобно наносить на контакты – приходится сначала плавить ее паяльником и скорее, пока она не выкипела, нести жало к месту пайки.
Что паять: медные провода, контакты микросхем и радиоэлементов, золото, серебро, латунь, цинк. Удавалось паять даже алюминий, замешав много канифоли с металлической пылью.
Чем смывать: спирт, спирто-бензиновая смесь, бензин, растворители.
На четвертом месте многими любимый спирто-канифольный флюс СКФ или ФКСп (флюс паяльный спирто-канифольный). Он состоит на 60-80 % из спирта и на 20-40 % из канифоли. Такую смесь можно приготовить дома своими руками. Например многие просто крошат канифоль в спирт в соотношении примерно 1 к 3. Удобно применять в шприце с иголкой. Но при хранении в неплотно закрытом шприце начинает подсыхать на иголке и перестает течь.
доступный и популярный неактивный флюс, удобно наносить, дымит не сильно.
при нагреве, спирт начинает бурно испаряться и шипеть.
Что паять: медные провода, позолоченные и посеребренные контакты микросхем и радиоэлементов, латунь, цинк.
Чем смывать: спирт, растворители, бензин, спирто-бензиновая смесь.
Итак мы подобрались к Топ 3 лучших флюсов для пайки. На призовых местах я расположил профессиональные флюсы, которые в обычной жизни могут и не пригодиться. А вот в ремесле – очень нужны.
Похожие записи:
 Припой для пайки медных труб: мягкий припой, флюс паста, что нужно для сварки
Припой для пайки медных труб: мягкий припой, флюс паста, что нужно для сварки  Пайка латуни в домашних условиях своими руками
Пайка латуни в домашних условиях своими руками  Припой для пайки: что это такое, температура плавления, с канифолью, бессвинцовый, ПОС, сплав, оловянный, РОЗЕ – Оборудование для пайки на Svarka.guru
Припой для пайки: что это такое, температура плавления, с канифолью, бессвинцовый, ПОС, сплав, оловянный, РОЗЕ – Оборудование для пайки на Svarka.guru 



