

- Несколько правил пайки
- Что может понадобиться для пайки?
- Разновидности
- Расплавление различных материалов
- Полезные устройства для измерения
- Пошаговая методика пайки радиодеталей на плату
- Какие встречаются?
- Основные свойства
- Возможные проблемы при пайке
- Низкотемпературные припои
- Марки мягкого вида
- Советы: как правильно паять
- Выбор флюса
- Без содержания свинца
- Колофонская смола
- Секреты выбора
- Выводы по краткому обучению пайке
Несколько правил пайки
Есть одно незыблемое правило: температура паяльника должна быть выше температуры расплавления припоя.
Причём припойный материал должен быть расплавлен полностью ещё до того, как он заполнит пустые пространства и равномерно распределится по поверхности.
Если жало паяльника окажется чересчур перегрето, припой окислится и паяльный шов получится не слишком качественным. Кстати, окислы могут появиться и на самом паяльнике, и для того, чтобы избавиться них, специалисты советуют приобрести так называемый активатор жала — действительно очень полезная вещь.
А если жало паяльника будет не просто перегрето, а перегорит, то припойный материал вообще перестанет на нём держаться. «Холодная» пайка (то есть когда температура жала паяльника меньше оптимальной) тоже не даст ожидаемого результата.
Если припойный материал не плавится до текучего состояния, место спайки становится матовым и шероховатым, а соединение не слишком прочным.
Что может понадобиться для пайки?
Для проведения рассматриваемой работы требуются материалы и инструменты. Среди особенностей отметим следующие моменты:
- Очистка соединяемой поверхности проводится при помощи флюса. Он удаляет окислительную пленку и снижает поверхностное натяжение.
- Основным материалом можно назвать припой. Для высокой температуры подходит вариант исполнения, в состав которого не включается свинец. Этот момент указывается на упаковке. Припой изготавливается в виде проволоки различной длины, диаметр поперечного сечения составляет 3 мм.
- Работа с трубами может проводится при применении трубореза. Он служит для резки заготовки на отдельные части.
- Удаление заусенец проводится при применении специального фаскоснимателя. Сильные дефекты торцевой поверхности станут причиной, по которой две детали не получится соединить встык.
- Внутренняя поверхность трубы очищается при помощи щетки или ершика. Это делается для того, чтобы обеспечить требуемую пропускную способность системы.
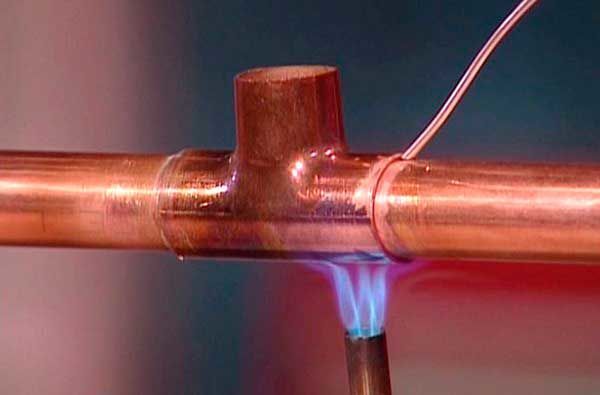
- В некоторых случаях пайка может проводиться только при предварительном нагреве заготовки. Для этого используется газовая горелка, которая имеет узконаправленное пламя. Вариант исполнения с баллоном со смесью пропана и бутана может прослужить в течение длительного периода.
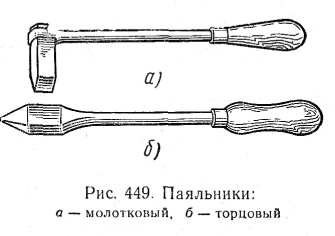
Чаще всего используются электрические паяльники, которые изготавливаются для обработки медных заготовок. Устройство может работать с мягким и твердым припоем. Работать с электрическим паяльником достаточно просто, достаточно включить его и выбрать требуемый температурный режим. Для разметки области пайки используется рулетка, маркер, строительный уровень.
Для пайки требуется источник тепла. Можно паять с использованием открытого пламени, электрической спирали, а также луча лазера. Последний позволяет паять даже чистым металлом. Дома пользуются преимущественно электрическим паяльником. Он предназначен для:
- монтажа и ремонта различных электронных схем;
- конструирования и ремонта электротехнического оборудования;
- лужения слоем припоя различных металлических изделий.
Разновидности
Припой не всегда обязательно приобретать. Можно использовать старую радиодеталь и собрать его с дорожек платы при помощи жала паяльника. Такой вариант отлично подойдет тем, кто живет далеко от города, где нет возможности приобрести материал в магазине.

Стандартные свинцовые припои.

Однако они бывают разные и отличаются своими свойствами и характеристиками. В связи с этим каждый опытный мастер должен разбираться в данном вопросе. Для спаивания деталей необходимо использование специальных сплавов – припоев.
Последние обладают более низкой температурой плавления, чем отдельные части изделий.
Подобные сплавы делятся на две основные категории в зависимости от температуры плавления: мягкие и твердые. Первый тип широко используется в радиоэлектронике, как любителями, так и профессионалами.
К легкоплавким относят припои с температурой плавления менее 450°С. Их изготавливают из: галлия, индия, олова, висмута, свинца и кадмия. Высокотемпературные плавятся при нагреве, превышающем 450°С. В любом случае он представляет собой, как правило, сплав, состоящий из нескольких металлов и примесей.
Самым распространенным вариантом является оловянно-свинцовый сплав, который называется ПОС. Числа, стоящие после аббревиатуры, свидетельствуют о процентном содержании олова.
Отличить один сплав от другого можно и не зная марки. Например, при большем содержании олова появляется характерный металлический блеск, а при большей концентрации свинца цвет становится темно-серым.
Кроме того, температура плавления ПОСов не превышает 265°С. Еще одной отличительной особенностью сплавов с большей долей свинца является их пластичность и возможность легко согнуть руками.

Классификация сплавов осуществляется в соответствии с ГОСТами.

Физико-механические свойства припоев.
Наиболее распространенными являются:
- припой ПОС 90;
- ПОС 61;
- ПОС 40;
- ПОС 30.
На самом деле маркировок существенно больше. Их насчитывается несколько десятков. Каждая записывается таким образом, что уже из ее названия становится понятен состав сплава, все изготавливаются по ГОСТу 21930-76 припой оловянно-свинцовый.
Стоит отметить, что сплавы отличаются между собой не только химическим составом. В зависимости от формы выпуска они бывают в чушках, проволоке, трубке с канифолью или в прутке.
Например, припой ПОС 61 может продаваться в прутках или в форме проволоки различного диаметра. Необходимо понимать, что соотношение свинца и олова влияет на температуру плавления. Данный параметр в большей мере определяет выбор необходимого сплава.
Кроме того, сплав может выпускаться с флюсом, например, с ФРК525-2-Т1 – безгалоидным канифольным флюсом низкой активности.
В данном флюсе отсутствуют галогены. Благодаря этому факту он оказывает значительно меньше вреда на здоровье мастеров.
Использование сплавов различных марок определяется сферой их применения. ПОС тридцать и сорок относятся к мягким. Их температура плавления не превышает 300°С. Применяются в соединении оцинкованных изделий, лужения, ремонта электроприборов и т.д.

1S относится к мягким припоям. У него в составе имеется серебро. Он подходит не только для труб из меди, но и для бронзовых изделий, латуни, которые применяются как для горячего, так и для холодного водоснабжение. В его составе нет флюса, так что приходится использовать его дополнительно или применять пасту.

Припой 1S для пайки медных труб
Rosol 3 является мягким припоем, который для своей работы требует дополнительное использование флюса. Температура плавления у него относительно низкая и составляет 240 градусов Цельсия, что помогает беспроблемно работать с тонкими изделиями. Он пригоден для медных, латанных, бронзовых труб и фитингов. После применения одинаково хорошо проявляет себя как при высоких, так и при низких температурах.

Припой Rosol 3 для пайки меди
Rolot 94 относится к припоям твердого типа. Это высококачественный материал для работы с медью, латунью и красной бронзой. Лучше всего его использовать для щелевой и капиллярной пайки труб, которые ставятся без фитингов. Это припой для пайки медных труб имеет достаточно высокую рабочую температуру, которая достигает 730 градусов Цельсия, так что с тонкостенными материалами его не стоит применять. Отличительной особенностью его является большой интервал плавления.

Медный припой rolot 94
Rolot 2 является специальным твердым припоем, так как не нормирован. В его составе имеется низкий уровень содержания серебра. Он подходит для стандартных процедур пайки и хорошо обеспечивает процедуры монтажа.

Припой Rolot 2 для пайки медных труб
В особую категорию можно отнести припои для пайки пищевой меди, так как они не должны содержать ни каких вредных веществ, которые бы смогли повредить здоровью. Среди них выделяют следующие варианты:
- Оловянно-медный – низкотемпературный материал, который быстро расплавляется, при этом образуя высококачественное соединение, стойкое к воздействию коррозии. Состав — (S-SN97Cu3).

Оловянно-медный припой
- Медный, с добавлением цинка и серебра, при этом основным материалом здесь является серебро, так как составляет целых 44%, тогда как меди всего лишь 30%, а цинка – 26%. Это высокотемпературный припой для пайки медных труб, который дает пластично, но при этом прочное соединение, не поддающееся коррозии и обладающее высокой теплопроводностью.

Медный припой с серебром
- Серебряно-оловяный – низкотемпературный материал, который быстро расплавляется, при этом образуя высококачественное соединение, стойкое к воздействию коррозии. Состав — (S-Sn97Ag5).

Серебряно-оловянный припой
- Медно-фосворный – высокотемпературный материал, который может использоваться без дополнительного применения флюса. Дает прочный шов, эластичность которого напрямую зависит от температуры. В составе медь занимает 94%, а фосфор — 6%

Медно-фосфорный припой
- Припой для пайки меди серебром относится к высокотемпературным. Шов получается прочным и одновременно пластичным. Следует использовать дополнительный флюс. Большим недостатком является высокая стоимость.

Припой для пайки меди серебром
Всё разнообразие припоев делят на две категории:
- тугоплавкие;
- легкоплавкие (мягкие).

К категории мягких относятся припои, которые имеют температуру плавления до 400 ℃ и сравнительно низкую механическую прочность (сопротивляемость разрывам до семи килограмм на квадратный миллиметр). Их можно плавить паяльником.
В маркировке такого припоя всегда присутствует аббревиатура ПОС и цифры, указывающие на конкретное процентное содержание олова. Для примера стоит привести очень распространённый припойный материал ПОС-61, рабочая температура которого равна от 190 до 260° по Цельсию.
ПОС-61 и другие мягкие оловянно-свинцовые припои, в частности, используют в радиомонтаже. Вообще при работе с печатными платами надо действовать крайне аккуратно.
Резкого нагрева и повышения температуры лучше избегать, а продолжительность воздействия паяльником не должна превышать больше двух секунд. Особенно это касается таких объектов, как интегральные микросхемы и полевые транзисторы.
Для получения специальных свойств в состав оловянно-свинцовых припоев могут вводить висмут, кадмий, сурьму и иные металлы. Выпускают легкоплавкие припои в виде литых прутков, паст, проволок, порошков, лент, а также трубочек диаметром от 1 до 5 миллиметров с канифолью внутри.
Среди проверенных производителей таких припоев стоит выделить бренды Felder и AIM.
И ещё одно дополнение: специалисты рекомендуют для хранения припоев не использовать металлические коробки, крышечки, жестяные банки. Припои могут прилипнуть к металлу – в результате на стенках появляется канифольная каша, работать с которой будет не слишком комфортно.
Твёрдые припои характеризуются тем, что создают высокопрочные швы. В радиомонтажных работах они применяются гораздо реже, чем легкоплавкие. Причём можно выделить две подгруппы твёрдых припоев — медно-цинковые и серебряные.
Первые используются для пайки бронзы, стали, латуни и иных металлов, обладающих большой температурой плавления. Интересно, что их цвет зависит от процента содержания цинка. А температура плавления, допустим, припоя ПМЦ-42 равна 830 ℃.
Серебряные припои имеют, пожалуй, ещё большую прочность. Их применяют, в основном, для пайки медно-латунных и серебряных изделий. Температура плавки таких припоев находится в диапазоне от 720 до 830 ℃. При работе с такими материалами применяют горелку.
Расплавление различных материалов
У мастера вполне может возникнуть необходимость пайки меди – речь, к примеру, может идти о трубах отопления или иных изделиях из данного цветного металла.
Работать паяльником с медью и её различными сплавами можно, применяя разные припои, как мягкие, так и твёрдые. При этом температура пайки медных элементов мягкими припоями составляет 250-300 ℃, а твёрдыми – 700-900 ℃.
А какова должна быть температура жала паяльника, если надо паять, допустим, полипропиленовые изделия? В данном случае оптимальной будет температура в 260 ℃, а условный допустимый диапазон – от 255 до 280 ℃.
Но стоит отметить, что если перегреть паяльник выше 271 ℃ и уменьшить время нагрева инструмента, то поверхность зоны пайки прогреется значительно больше внутренней части. Это означает, что в результате сварочная плёнка окажется очень тонкой.
Полезные устройства для измерения
Практика показывает, что если температура жала используемого паяльника подобрана верно, то, остыв, место пайки будет иметь характерный зеркальный блеск.

И наоборот, пористость и матовость зоны пайки свидетельствует о том, что процедура был проведена не очень качественно.
Выяснить оптимальную температуру плавления вполне можно опытным путём. Для этого необходимы специальные регуляторы нагрева паяльника (лабораторные трансформаторы). Есть, впрочем, и более простой способ осуществлять регулирование температуры – изменять длину жала.
Но этот способ, пожалуй, актуален только для самодельных приборов для пайки. В любом случае мастер имеет возможность предварительно узнать, при какой температуре или при какой длине жала у припоя появляется зеркальный блеск.
Вооружившись этим знанием, можно приступать к настоящей ответственной работе.
При наличии финансовых возможностей стоит приобрести специальный термометр (датчик) для паяльника, осуществляющего замер и калибровку рабочей температуры инструмента.
Таких датчиков сейчас существует достаточно много. И любому желающему приобрести нужную модель онлайн или офлайн не составит труда. Они производят быстрое и точное измерение температуры жала паяльника с помощью термопары (термоэлектрического преобразователя).

При выборе такого термометра стоит обратить внимание и на такие характеристики, как разрешающая способность, диапазон измерения (например, он может быть от 0 до 700 ℃), точность, габариты, возможные источники питания.
Однако просто замерить температуру недостаточно. Важно, чтобы паяльник сохранял её неизменной при возможных скачках напряжения в сети – то есть нужен специальный стабилизатор.
Такое устройство можно изготовить самостоятельно – в свободном доступе есть довольно простые схемы. Кроме того, сейчас существуют паяльники и паяльные станции с уже встроенным стабилизатором.
А ещё многие профессиональные паяльные станции позволяют точно устанавливать температуру и нужный режим пайки простым нажатием кнопок или перещёлкиванием тумблера. Это значительно упрощает процесс работы и позволяет всегда быть уверенным в хорошем результате.
Пошаговая методика пайки радиодеталей на плату
Пайку проводов выполняют в такой последовательности:
- Снимают изоляцию на длине 3-5 см (на проводах большего диаметра длина удаляемого участка больше).
- При необходимости зачищают и обезжиривают соединяемые жилы.
- Формируют плотную скрутку проводов.
- Обрабатывают полученный сросток флюсом.
- Набирают на жало припой и паяют скрутку, прогрев продолжают до полного растекания; при необходимости повторяют несколько раз. Припой должен заполнить все полости сростка так, как это показано на рисунке 6.
- Полученный сросток изолируют.

Пайка алюминиевых проводов друг с другом, а также с медными не имеет принципиальных отличий за исключением более сложной процедуры облуживания.
Обычно радиодетали и заводские печатные платы имеют выводы и токоведущие дорожки, которые покрыты оловом. Их можно паять без предварительного облуживания. Платы лудят только при их самостоятельном изготовлении.
Процедура пайки включает такие шаги как:
- Пинцетом отгибают выводы под требуемым углом, затем их вставляют в отверстия платы.
- Фиксируют деталь пинцетом.
- Набирают припой на жало, погружают его в канифоль, приставляют к точке соединения вывода с платой так, как это показано на рисунке 7. После нагрева поверхностей припой перетекает на дорожки платы, вывод элемента, контакты микросхем, равномерно распределяясь по ним под действием сил поверхностного натяжения.
- Деталь удерживают в нужном положении пинцетом до застывания припоя.
- После завершения пайки следует обязательно промыть плату спиртом и/или ацетоном.
- Дополнительно контролируют отсутствие короткого замыкания компонентов платы, вызываемых каплями припоя.

Губки пинцета для лучшей фиксации целесообразно заточить или использовать специальный инструмент по типу показанного на рисунке 8.

Избыток выводов удаляют бокорезами.

На повторно используемых платах установочные отверстия очищают от остатков припоя деревянной зубочисткой.
При работе целесообразно соблюдать следующие правила:
- жало ориентируют параллельно плоскости платы;
- из-за опасности перегрева радиодеталей, а также отслаивания токоведущих дорожек из-за перегрева платы паяют не более 2 секунд;
- перед набором припоя жало следует очистить от окислов.
Какие встречаются?
Что же такое припой и как надо правильно его выбирать — на практике они могут быть мягкими или твёрдыми. Монтаж любой радиоэлектронной аппаратуры происходит с применением легкоплавких вариантов.
Компоненты неизвестного происхождения отличается по следующим признакам:
- Насыщенный блеск среза говорит о высоком присутствии олова.
- Преобладание свинца гарантирует субстанции тускло-серый цвет и матовую поверхность.
- При повышенном содержании свинца изделие становится пластичным, например, проволока сечением в 6 мм без видимого услия сгибается руками.
Иногда для качественной пайки применяется уже готовая смесь — это припой в виде проволоки, а флюс запаян внутри. Производители изготавливают аналогичные субстанции с допуском флюса в пределах 1—3% от общего веса, что благоприятно сказывается на процессе пайки и увеличивает производительность труда, т. к. отпадает необходимость постоянно макать жало паяльника в баночку с флюсом.
По консистенции выпускаются двух видов: мягкий или твердый припой, а по температуре плавления различают обыкновенные и тугоплавкие типы.
Основные свойства
Применение флюса для пайки СМД компонентов имеет свои особенности, которые позволяют улучшить соединение поверхности микросхем и плат. Общая рекомендация по применению флюса для пайки SMD эффективны к чип-резисторам, а также SOIC, LQFP, QFN и другие. Нанесение тончайшего слоя материала позволяет осуществлять производственную пайку без ущерба качества.

Кстати, дословно с английского значение паста для пайки SMD, переводится как «использование компонентов для поверхностной пайки»(Surface Mounted Devices). Как видно из рабочего названия пасты, она позволяет обеспечить достаточную монтажную плотность соединения по сравнению с обычными технологиями.

Процесс пайки SMD компонента
Большинство умельцев ошибочно считает, что использование СМД-компонентов непрактично в домашних условиях. Большинство мастеров считает, что только ТН-технология может понадобиться в домашних условиях, хотя главная проблема, это выбор правильного диаметра жала паяльника. Неопытные мастера действительно не знают тонкостей применения пайки SMD паяльной пастой, так как результатом работы является «заляпывание» оловом СМД — контактов печатной платы.
Чтобы избежать типичных ошибок, следует учитывать некоторые параметры: капиллярный эффект, который должен иметь тонкую структуру строения, а также поверхностное натяжение и правильное смачивание обрабатываемой поверхности. Игнорирование поставленных задач не сможет в полной мере ответить на трудный вопрос, какой флюс лучше для пайки SMD в домашних или промышленных масштабах.
Как видно из общего описания, действия мастера сведены к минимуму и флюс для пайки SMD компонентов осуществляет только разогрев ножек применяемых частей микродеталей. Помните, при работе с очень мелкими компонентами и деталями может произойти схватывание (непредвиденное соединение) технологических элементов к жалу работающего горячего паяльника, что негативно сказывается на дальнейшей работе микросхемы.
Физические свойства материала определяются его составом и должны максимально соответствовать тому металлу, с которым они будут спаиваться, но при этом припой для пайки медных трубок должен иметь более низкую температуру, чем основной металл, чтобы не повредить его и не поменять структуру, что особенно опасно с тонкостенными трубками. Исходя из всего этого, можно выделить два основных физических свойства, по которым делятся данные материалы:
- Низкотемпературные, которые обладают относительно низкой температурой плавления, которая не превышает 450 градусов Цельсия. Как правило, это сказывается на прочности шва, так как спайка не рассчитана на высокие нагрузки. Физические свойства металла не меняются, в том числе и прочность.

Низкотемпературные припои для пайки медных труб
- Высокотемпературные припои для меди. Прочность соединения при такой разновидности повышается, но под воздействием температуры может уменьшиться прочность самого материала, так как в некоторых случаях температура достигает 800 градусов и выше, что создает эффект отжига на металле.

Высокотемпературные припои для пайки медных труб
Возможные проблемы при пайке
При наличии определенного быстро нарабатываемого навыка пайка обеспечивает хороший контакт. Немногочисленные проблемы легко выявляют визуально. К таковым относятся:
- слабый прогрев соединяемых компонентов или т.н. холодная пайка – припой приобретает характерный тусклый цвет, механическая прочность контакта падает, он быстро разрушается;
- перегрев компонентов – припой вообще не покрывает поверхности, т.е. соединение фактически отсутствует;
- перемещение соединяемых компонентов до полного затвердевания припоя – видимый резкий разрыв в пленке затвердевшего припоя, соединение отсутствует.

Устранение этих дефектов осуществляют повторной пайкой.
Низкотемпературные припои
На первом месте находится сплав ВУДА с составом: по 10% Sn и Cd, по 40% Pb и Bi, начало расплава — 65—72 0C. Вторую позицию занимает припой под названием РОЗЕ, которых начинает плавиться при 90—94 0C. Состоит: по 25% олова и свинца, а остальные 50% занимает висмут. Вышеперечисленные сплавы относятся к дорогим припоям.
Третье место среди низкотемпературных изделий занимает ПОСК-50-18, с температурой 142—145 0С. В состав этого припоя входит 50% олова, 32% свинца и 18% кадмия, что усиливает сопротивляемость коррозии, но добавляет ему токсичность.
Большую популярность у радиолюбителей имеет второй номинант (под названием РОЗЕ), но в отечественной радиоэлектронике его маркировка — ПОСВ-50, где цифры — это процент висмута. Применяется для монтажа/демонтажа и лужения чувствительных к перегреву дорожек из меди на печатных платах.

Химический состав припоев разных видов.
Низкотемпературные сплавы используются для пайки радиодеталей, чувствительных к действию высокой температуры. К ним относятся: припой ПОС 40 и припой ПОС 30. Они широко применяются в промышленности, но их также берут и для частного использования.
ПОС 30 отлично подходит для пайки меди и сплавов не ее основе. Он используется и как присадочный материал и в целях лужения деталей. Особенностью данной марки является отсутствие в ее составе сурьмы.
ПОС 30 позволяет получать надежные герметичные соединения, что обусловило активное применение материала для трубопроводных систем. Кроме того, он характеризуется хорошей проводимостью и низким сопротивлением, что позволяет использовать его с целью получения мелких контактов.
Низкая температура плавления позволяет избежать перегрева радиодеталей при пайке. В то же время, после застывания, он надежно фиксирует части изделия.
С технической точки зрения выполнять пайку данным сплавом достаточно легко. Однако следует иметь в виду, что в случае его использования детали не должны работать при высоких температурах.
Выпускается ПОС 30 в форме проволоки различного диаметра от 0,5 до 8 мм. Толщину выбирают исходя из задач, которые необходимо решить. Чтобы соединить мелкие провода и детали, отлично подойдет наименьший вариант. А вот ремонт корпусов и спайку крупных изделий проще осуществлять 8 мм проволокой.
Отличаются они друг от друга, конечно же, составом. Об этом свидетельствуют цифры в конце их маркировки.

Разновидности бессвинцовых припоев.
ПОС 40 позволяет получать качественные и надежные соединения. При работе с ним не появляются трещины, а также отсутствуют не пропаянные места и другие дефекты. Незначительное сопротивление и хорошая проводимость позволяют применять ПОС для пайки электроники.
Как уже было отмечено выше, данный припой имеет низкую температуру плавления. Это также накладывает ограничения на использование изделий паяемых с его применением.
Наиболее распространенная форма выпуска сплава – проволока. Ее диаметр варьируется от 0,5 до 7 мм. Однако он существует и в виде прутков, ленты фольги, небольших трубок.

Еще одним низкотемпературным припоем является ПОС 61. Однако у него в составе присутствует сурьма. Сплав отличается достаточно хорошей пластичностью. Наиболее широко используется для пайки полупроводниковой техники. Удельное сопротивление припоя ПОС 61 составляет 0,139 Ом*мм2/м.
Выпускается в виде металлических слитков весом около 25 кг, прутков с сечением от 8 до 15 мм, проволоки с диаметром от 0,5 до 6 мм. Существуют также такие форм-факторы, как ленты, аноды и трубки.
Марки мягкого вида
Припой для пайки из этой категории применяется с уже готовым флюсом, находящимся внутри проволоки, поэтому расплавление происходит одновременно. Большое распространение получило изделие с названием Третник, потому что в нём содержится треть свинца от общей величины состава. Олово, входящее в состав сплава для пайки, отличается чистой в плане экологии, поэтому разрешается применение этого вида в пищевой промышленности.
Мягкие виды припоев применяются для пайки деталей, боящихся перегрева, например: транзисторов или предохранителей. Сплав ВУДА из-за токсичности применяется в ограниченных сферах человеческой деятельности.
Отечественные сплавы маркируются аббревиатурой ПОС, но при наличии других веществ в конце добавляется буква, соответствующая названию, например, ПОСВ-33 — этот припой содержит равные части олова, свинца и висмута.
Советы: как правильно паять
Лучше выбрать паяльник с возможностью замены жала, которых сегодня широчайший выбор. Это иглы, лопатки, конусы.
Обязательно уделите очистке жала несколько минут перед каждым новым включением, в самых сложных случаях воспользуйтесь напильником. Для того чтобы удалить с жала остатки выгоревшего флюса, окисла и пыли, удобно использовать кусочек картона или дерева.
При использовании простого паяльника, чтобы защитить от статики, желательно соединить проводниками инструмент и корпус ремонтируемого устройства с антистатическим наручным браслетом.
Когда паяльник разогревается, “насухую” его не в коем случае не оставляйте. Обмакните жало паяльника в канифоли, сразу как оно разогреется до температур, способных ее расплавить. Хороший слой канифоли на жале защитит паяльник от окисления. Когда будет достигнута температура плавления, его нужно залудить.

Хранить припой не рекомендуется в металлических коробочках, крышках, консервных банках, т.к. он прилипает на их поверхности . Металл таких коробочек (особенно которые используются в качестве подставки для паяльника) сильно разогревается, дозирование становится затруднительным, получается оловянно-канифольная каша, с которой работать тяжело.
Очистите заранее, обезжирьте бензином или каким-нибудь другим растворителем и залудите площадки контакта перед пайкой. Характерная ошибка — часть компонентов сначала паяют, а после откусывают оставшуюся длину ножек, убирают ненужные капли припоя.
Также важно учесть, что у электронных компонентов есть предельные температуры, особенно аккуратно нужно действовать с интегральными микросхемами и полевыми транзисторами. При температурах 260-300С время пайки не более 5-10 секунд.
Варьируя длину жала – можно варьировать и температуру. Но гораздо удобнее делать это при помощи регулируемого трансформатора или ручного регулирующего устройства. К владельцам паяльных станций это не относится.
Температура жала паяльника, должна соответствовать применяемому припою и общему теплоотводу спаиваемых деталей. На первых порах затруднительно определить правильную темперетару, но со временем вы начнете определять её «на глаз». Красивая, аккуратная и долговечная спайка начнет получаться у вас с приобретением опыта.
Выбор флюса

В продаже распространён припой с канифолью в виде полой проволоки, свитой кольцами. Аналогичного состава флюс производится из хвойных деревьев, такая субстанция приходит в мягкое состояние при нагревании до 50 °С, а при 250 °C — начинает кипеть с частичным испарением. Канифоль нужно обязательно удалять после окончания работ, иначе произойдёт окисление, а субстанция, впитывая влагу из воздуха, начнёт препятствовать исправной работе приборов.
Флюс – нужен для удаления и растворения оксидов, а также для защиты шва пайки от окисления. В качестве флюсов чаще всего применяют еловую или сосновую канифоль. Также используют спиртовые растворы канифоли; они наносятся кисточкой на место пайки. Этот раствор просто сделать самому. Спирт можно заменить другим растворителем,
ацетон или бензин. Основной недостаток у канифоли – при очень больших температурах с металла уходит оксидная пленка, и сам металл удаляется.
Припой — это сплав олова со свинцом, нужный для соединения данных деталей. Припои бывают легкоплавкие (мягкие припои) и тугоплавкие (твердые припои). Продаются в виде палочек, зерен, прутков, лент, полосок, проволоки и заполненных канифолью трубок, паст и порошков с жидким флюсом. Для домашнего ремонта, особенно компьютерной техники, необходимы легкоплавкие припои с достаточно низкими температурами плавления — до 300С, к примеру, ПОС-61.
Самым лучшим является использование трубок с диаметрами 2-3 мм с канальцем канифоли внутри. В таком случае можно паять обычным способом, путём захватывания капли олова с трубки и переноса ее на место пайки, или прижима жала паяльника к месту пайки, подноса к нему кончика трубки. При этом трубка плавится, и расплав затекает в зазоры; из-за малого диаметра количество припоя в этом случае легко регулируется.
Еще один необходимый компонент, без которого качественная пайка невозможна – это флюс. Он применяется для удаления оксидной пленки на поверхности соединяемых деталей, а также для повышения адгезии. Без флюса припой не сможет обеспечить надежный контакт.
Самая распространенная разновидность флюса – это канифоль, которая изготавливается из натурального сырья. Она используется повсеместно, однако имеет два существенных недостатка:
- если канифоль чрезмерно разогреть, она удалит не только оксидную пленку, но и металл;
- при монтаже печатных плат на них остаются следы канифоли, которые плохо счищаются и не эстетично выглядят.
В качестве альтернативы канифоли можно предложить использовать следующие виды флюсов:
- Смола ели или сосны (живица). Ее нужно собрать с деревьев, а затем расплавить на медленном огне. Полученная масса затем разливается в заранее подготовленные емкости. Подойдет даже обычный спичечный коробок.
- Канифольный лак, который реализуется в жидком виде. Отлично справляется с окислением металла, а также защищает его от ржавчины.
- Аспирин в таблетках. Оригинальный и весьма доступный вариант. Главный его минус – неприятный аромат, который распространяется по всему помещению при нагреве флюса.
Современный припой часто представляет собой полую проволоку, внутрь которой заливается флюс. Это очень удобно, так как не нужно быстро манипулировать паяльником, чтобы избежать сгорания канифоли.
Без содержания свинца

Бессвинцовый припой не должен содержать вредного металла и считается экологически чистым, не причиняющим вреда окружающей среде и исполнителям работ по пайке. Простейшим примером служит припой оловянный, который содержит чистое олово, имеет повышенную смачиваемость и высокую электропроводность. Для борьбы с недостатками, в них добавляют медь, серебро и золото, что помогает сделать субстанцию более твёрдой.
У такого изделия повышается температура расплавления, но найти полную альтернативу стандартным видам припоя пока что не удаётся, но основным показателем является безвредность. Олово занимает главное место в химическом составе, поэтому присущие ему свойства оказывают большое влияние на припой, из-за этого температура плавления у бессвинцового припоя ниже, а материал получается более мягким.
Колофонская смола
Именно так называется общеизвестная канифоль — аморфное вещество с характерным изломом и стеклянным блеском сколов. Кроме того, что она обладает природным свойством диэлектрика, известны и такие особенности:
- хорошо растворяется в бензине, спирте, эфире и ацетоне, но остаётся безразличной к воздействию воды;
- температура плавления варьируется в пределах 50—70 градусов, но иногда повышается до 130 0C;
- в химическом составе присутствует до 90% смоляных кислот, основой является абиетиновая кислота;
- легко разрушается при незначительном механическом воздействии.
Цвет изменяется от светло-жёлтого до тёмно-бурого оттенков, что зависит от степени очистки и указывает на количество посторонних примесей. Отличные электроизоляционные свойства принадлежат смоле с лимонным окрасом.
Секреты выбора
Задача любого исполнителя состоит в создании крепкого и надёжного закрепления на плате радиодеталей, поэтому подбор припоя выполняется согласно следующим параметрам:
- Состав материалов, подвергающихся пайке — здесь надо учитывать характеристики материала, его способность к перегреву и многое другое.
- При пайке проводов или других крупных предметов применяются тугоплавкие припои.
- Иногда нужно применить припой, обладающий высокой способностью к проведению электрического тока, надо учитывать, что сопротивление олова намного меньше, чем у свинца, поэтому для спайки высокочастотных плат применяют дорогостоящие марки припоя.
В каждой конкретной ситуации исполнитель должен чётко знать соответствие припоя и соединяемого изделия, чтобы выбрать оптимальный вариант для качественной пайки.
Чтобы не ошибиться с приобретением инструментов, надо уточнить объем и параметры будущих работ. Следует учесть характеристики электронных компонентов, условия в домашней мастерской и личные предпочтения. Пригодится обзор рынка с изучением новинок, которые предлагают современные производственные предприятия.
Выводы по краткому обучению пайке
- Настольное покрытие должно быть устойчивым к высокой температуре.
- Хорошее освещение поможет точно выполнять самые сложные операции.
- Для отвода испарений пригодится хорошая вентиляция.
- Хранить мелкие электронные компоненты, расходные материалы удобно в подходящих по размерам коробках.
- Крупные инструменты размещают в шкафчиках.

Набор для удобной пайки: лупа, держатели с зажимами «крокодил», подсветка, пружинная подставка

С миниатюрными деталями работать проще с помощью микроскопа и вывода увеличенного изображения на экран компьютера

Сегодня в продаже встречается изобилие разных припоев, как говорится, на все случаи жизни, но выбирать следует проверенные образцы, которые помогут спаять изделие качественно и с высокой надёжностью при эксплуатации.
Похожие записи:
 Температура плавления олова и сплавов со свинцом, особенности олова и изготавливаемого припоя
Температура плавления олова и сплавов со свинцом, особенности олова и изготавливаемого припоя  Припой для пайки проводов какой выбрать
Припой для пайки проводов какой выбрать  Припой для пайки медных труб: мягкий припой, флюс паста, что нужно для сварки
Припой для пайки медных труб: мягкий припой, флюс паста, что нужно для сварки  Припой пос 61: характеристика, классификация и свойства, температура плавления и система обозначения
Припой пос 61: характеристика, классификация и свойства, температура плавления и система обозначения



")

