

- Что может понадобиться для пайки
- Виды паяльников
- Возможные проблемы при пайке
- Вспомогательные материалы и приспособления
- Лужение
- Оплетка для удаления припоя
- Подготовка деталей к пайке
- Подготовка к работе
- Порядок работы
- Припои
- Промывочные жидкости
- Разновидности припоев и флюсов
- Разрешенных для использования при выполнении операций облуживания или пайки
- Разрешенных для использования при выполнении операций облуживания или пайки
- Ручной инструмент
- Техника безопасности при работе с паяльником
- Флюсы
- Заполнение припоем металлизированного монтажного отверстия платы и смачивание припоем вывода и стенок отверстия
Что может понадобиться для пайки
Для пайки необходим источник тепла: открытое пламя, электрическая спираль или луч лазера. Последний способ подходит даже если нужно спаять чистейшим металлическим материалом. В домашних условиях используют электрический прибор, который предназначен для:
- различных электросхем и в том случае, когда нужно спаять радиодеталь;
- ремонта электрического оборудования;
- лужения припоем изделий из металла.
Итак, что же нужно для пайки паяльником? Об этом подробнее дальше.

Виды паяльников
Ручной инструмент, используемый в лужении и пайке, позволяет нагревать детали и флюс, а также расплавляет припой с последующим его нанесением на участки контактов спаиваемых элементов.
Основные виды паяльников представлены несколькими конструкциями:
- Инструмент с нихромовым нагревателем в виде проволочной спирали, пропускающей переменные сетевые или постоянные/переменные токовые величины низкого напряжения. Современные модели отличаются контролем температурного режима нагрева наконечника при помощи встроенного термодатчика. Конструкция прибора может дополняться специальными изоляторами, снижающими тепловые потери и увеличивающими теплопередачу.
- Инструмент с керамическим стержневым нагревателем, срабатывающий в процессе подведения на контактную группу напряжения. Данный вид относится к категории наиболее совершенных приборов, отличающихся быстротой нагрева и длительным эксплуатационным сроком, а также имеющим широкий диапазон регулирования температурных показателей и уровня мощности.
- Индукционный инструмент осуществляет нагрев посредством катушечной части индуктора, а жало характеризуется наличием ферромагнитного покрытия, что способствует получению магнитного поля и разогреву сердечника. Поддерживание необходимого температурного режима на жале осуществляется в автоматическом режиме и не требует наличия термодатчика или какого-либо управляющего электронного устройства.
- Импульсный инструмент работает при нажатии и удержании в таком положении специальной кнопки «Пуск», чем и обусловлен практически мгновенный нагрев жала до оптимальных рабочих температурных показателей. Отечественные конструкции этого типа характеризуются наличием схемы, в которой медный проводной наконечник представляет собой часть электрической цепи, содержащей также частотный преобразователь и высокочастотный трансформатор. Наиболее современные импульсные модели обладают регулировкой по мощности и температурным показателям, что позволяет одинаково успешно паять мелкие электронные элементы и достаточно крупногабаритные детали.
- Газовый инструмент относится к категории практичных и автономных устройств, а в качестве теплового источника для достаточного прогрева наконечника служит сгораемый газ, которым заправляется прибор. Отсутствие насадки позволяет использовать такой вид паяльника в качестве традиционной газовой горелки.
- Автономный аккумуляторный инструмент характеризуется небольшими показателями мощности, поэтому применяется преимущественно в пайке наиболее мелких электронных элементов.
Особняком стоят так называемые паяльные станции, предназначенные, как правило, для выполнения больших по объемам и частых работ, связанных с пайкой.
Безусловно, крупный термовоздушный и инфракрасный паяльный инструмент не способен расцениваться в качестве достойного конкурента традиционным бытовым электрическим паяльникам, но обладает множеством преимуществ использования:
- нагрев области пайки выполняется посредством горячей воздушной струи, которая выбрасывается соплом паяльной станции;
- стандартный температурный режим сфокусированного воздушного прогрева составляет порядка 100-500 °C;
- в зависимости от вида воздушного давления приборы могут быть представлены турбинными и компрессорными станциями.
В паяльных станциях инфракрасного типа нагрев осуществляется под воздействием ИК-излучения при длине волны в пределах 2-10 мкм.
В популярных до недавнего времени старых паяльниках, нагреваемых на обычном открытом огне, сегодня отпала необходимость, тем не менее, выполненная своими руками простейшая конструкция иногда вполне может послужить заменой дорогостоящему оборудованию.
Возможные проблемы при пайке
В ходе эксплуатации паяльника, могут возникнуть проблемы, которые мастеру потребуется устранить. Однако, большую часть недочетов можно определить «на глаз», к примеру:
- холодная пайка — припой имеет тусклый цвет, прочность контакта низкая, в результате чего со временем он разрушается;
- перегрев компонентов — припой не покрывает поверхность;
- перемещение компонентов, подлежащих соединению, до полного затвердевания припоя.
Важно! Устранить все вышеперечисленные проблемы возможно путем повторной пайки.

Вспомогательные материалы и приспособления
Без некоторых приспособлений и материалов, используемых при пайке, можно обойтись, но их наличие делает работу значительно удобнее и комфортнее.
Подставка для паяльника служит для того, чтобы нагретый паяльник не касался стола или других предметов. Если она не идет в комплекте с паяльником, ее приобретают отдельно или делают самостоятельно. Простейшую подставку можно изготовить из тонкого листа жести, вырезав в нем пазы для укладки инструмента.
Влажной вискозной или поролоновой губкой, уложенной в гнездо для предотвращения выпадения, гораздо удобней очищать кончик паяльника, чем обычной тряпочкой. Для этих же целей может служить и латунная стружка.
Удалять излишки припоя с поверхности деталей можно с помощью специального отсоса или оплетки. Первый внешним видом и конструкцией напоминает шприц, оснащенный пружиной. Перед использованием его нужно взвести, утопив головку штока. Поднеся носик к расплавленному припою, пружину спускают, надавив на кнопку спуска. В результате излишек припоя втягивается внутрь съемной головки.
Оплетка для удаления припоя представляет собой плетенку из офлюсованных тонких медных проводков. Приложив ее конец к припою и прижав сверху паяльником, благодаря капиллярным силам можно как промокашкой собрать в ней весь лишний припой. Кончик оплетки, напитанный припоем, просто отрезается.
Очень полезным является приспособление, называемое третьей рукой (Third-Hand Tool). При работе с паяльником иногда катастрофически «не хватает рук» — одна занята самим паяльником, другая — припоем, а нужно ведь еще держать в определенном положении паяемые детали. «Третья рука» удобна тем, что ее зажимы можно легко устанавливать в любом положении друг относительно друга.
Паяемые детали нагреваются до высокой температуры, прикоснувшись к ним можно обжечься. Поэтому желательно иметь различные зажимные устройства, позволяющие манипулировать нагретыми деталями — плоскогубцы, пинцеты, зажимы.
Лужение
Лужение — покрытие поверхности металла тонким слоем припоя — может быть как самостоятельной, конечной операцией, так и промежуточным, подготовительным этапом пайки. Когда это подготовительный этап, успешное лужение детали в большинстве случаев означает, что самая трудная часть паяльной работы (соединение припоя с металлом) сделана, припаять облуженные детали друг к другу обычно уже не составляет особого труда.
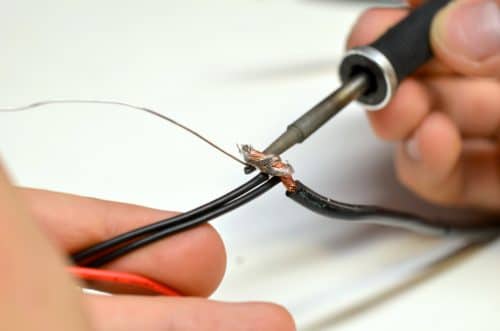
Лужение проводов. Лужение кончиков электропроводов — одна из самых частых операций. Ее осуществляют перед припайкой проводов к контактам, спаиванием между собой или для обеспечения лучшего контакта с клеммами при подсоединении с помощью болтов.
Провода могут быть одножильными и многожильными, медными и алюминиевыми, покрытыми лаком или нет, чистыми новыми или закисленными старыми. В зависимости от этих особенностей и различается их облуживание.
Проще всего лудить одножильный медный провод. Если он новый, то не покрыт окислами и лудится даже без зачистки, нужно просто нанести на поверхность провода флюс, нанести на нагретый паяльник припой и поводить по проводу паяльником, слегка поворачивая при этом провод. Как правило, лужение проходит без проблем.
Если же проводник не хочет лудиться — из-за наличия лака (эмали) — помогает обычный аспирин. Знание о том, как паять паяльником с помощью таблетки аспирина (ацетилсалициловая кислота) в некоторых случаях может оказаться очень полезным. Нужно положить ее на дощечку, прижать к ней проводник и прогреть его в течение нескольких секунд паяльником. При этом таблетка начинает плавиться, и образующаяся кислота разрушает лак. После этого провод обычно лудится легко.
Если нет аспирина, убрать с поверхности проводника мешающий лужению лак помогает и хлорвиниловая изоляция от электропроводов, которая при нагревании выделяет вещества, разрушающие лаковое покрытие. Нужно прижать паяльником проводок к кусочку изоляции и несколько раз протащить его между изоляцией и паяльником.
Следует учитывать, что расплавленный полихлорвинил и аспирин выделяют в воздух вредные для здоровья вещества.
Ещё, для покрытых лаком (эмалью) проводов можно приобрести специальный флюс, удаляющий лак.
Новый многожильный медный провод лудится также легко, как и одножильный. Единственная особенность состоит в том, чтобы вращать его в ту сторону, при которой проводки будут скручиваться, а не раскручиваться.
Старые провода могут быть покрыты окислами, препятствующими лужению. Справиться с ними поможет та же таблетка аспирина. Нужно расплести проводник, положить его на аспирин и прогреть несколько секунд паяльником, двигая проводником взад-вперед — и проблема облужения исчезнет.
Для лужения алюминиевого провода потребуется специальный флюс — например, тот, который так и называется «Флюс для пайки алюминия». Этот флюс является универсальным и подходит также для пайки металлов с химически стойкой окисной пленкой — нержавеющей стали, в частности. При его использовании нужно только не забыть после очистить соединение от остатков флюса во избежание коррозии.
Если при лужении проводов на них образовался избыток прибоя, убрать его можно, расположив провод вертикально концом вниз и прижав к его концу нагретый паяльник. Лишний припой стечет с провода на паяльник.
Оплетка для удаления припоя
Пайка с оплеткой осуществляется, когда работа заключается в удалении припоя с печатной платы при демонтаже деталей. Принцип следующий: в процессе сетка «принимает» припой, за счет капиллярных сил.
Подготовка деталей к пайке
Паяют детали всегда в несколько шагов. Изначально следует подготовить поверхность проводника:
- удалить оксидную пленку с последующим обезжириванием;
- выполнить облуживание.
После выполнения данных действий можно приступать к соединению деталей. Важно также зачистить провода, которые ранее использовались.
Также следует снять оксидную пленку. Выполнить действие можно с помощью наждачной бумаги, ножа или напильника. Паять деталь разрешено только после обезжиривания.
Залудить проводник из меди нужно под флюсом, после прогрева припой должен покрыть поверхность материала тонким слоем. Если имеется наплыв, пайку стоит отложить. В данном случае припой нужно расположить вертикально и провести паяльником с верхней в нижнюю точку.
Если же нужно паять алюминий, то следует совместить процесс зачистки и обслуживания. Для этого провод, покрытый канифолью, необходимо поместить в наждачную бумагу, разогреть его с одновременным вращением.

Подготовка к работе
при работе с персональными паяльниками типа БМ и медными наконечниками собственного заводского изготовления (в том числе c паяльниками Solomon, оснащенными медными наконечниками собственного заводского изготовления):
Жало пальника (наконечник)
может быть разной формы и размера для наилучшего контакта и передачи тепла к паяемым поверхностям.
Медное жало паяльника должно быть очищено от нагара и окиси канифолью: разогретое жало обмакнуть в твердый флюс «канифоль сосновую», почистить на бязевой салфетке. При необходимости медное жало к индивидуальному паяльнику заточить напильником.
Внимание: Острые кромки при заточке
жала паяльника притупить.
Перед лужением или пайкой
жало необходимо облудить. Для этой цели использовать проволочный
или трубчатый припой: обернуть несколько витков припоя (как показано на рисунке
2) вокруг кончика жала и нагреть его до расплавления припоя.
Рис. 2. Облуживание жала паяльника
при работе с оригинальными паяльниками паяльных станции РАСЕ, HAKKO, Solomon, Lukey с использованием оригинальных наконечников импортного производства:
Категорически запрещается зачищать оригинальные наконечники к паяльникам PS90, HAKKO 907, SOLOMON, LUKEY напильником или
грубыми абразивами, чтобы не повредить покрытие. Поврежденный наконечник
следует заменить.
Оригинальные наконечники к импортным паяльникам изготовлены из меди, покрытой защитным слоем из чистого (99,9%) железа для устранения выгорания медной основы, и сверху покрыты защитным слоем хрома. Специальное тонкое покрытие создает повышенную долговечность наконечников и обладает хорошей теплопроводностью, что обеспечивает быстрое восстановление температуры.
Конструкция оригинального
жала:
при работе с оригинальными паяльниками паяльных станции РАСЕ, HAKKO, Solomon, Lukey с использованием оригинальных наконечников импортного производства:
Категорически запрещается зачищать оригинальные наконечники к паяльникам PS90, HAKKO 907, SOLOMON, LUKEY напильником или
грубыми абразивами, чтобы не повредить покрытие. Поврежденный наконечник
следует заменить.
Оригинальные наконечники к импортным паяльникам изготовлены из меди, покрытой защитным слоем из чистого (99,9%) железа для устранения выгорания медной основы, и сверху покрыты защитным слоем хрома. Специальное тонкое покрытие создает повышенную долговечность наконечников и обладает хорошей теплопроводностью, что обеспечивает быстрое восстановление температуры.
Конструкция оригинального
жала:
Порядок работы
ВНИМАНИЕ! Режимы ручной пайки и лужения указаны в технологических процессах или в рабочих инструкциях комплектов технологических документов.
Для контроля времени пайки или лужения следует просчитывать про себя секундыследующим образом: если произнести словосочетание «двадцать два», это займет одну секунду.
Температуру жала паяльника контролировать перед началом пайки, после любого перерыва в работе, при смене режимов пайки, при образовании паяных соединений, несоответствующих требованиям технологического процесса и данной инструкции
В начале смены не приступать к работе, не проверив работоспособность паяльника:
паяльник должен обеспечивать температуру в пределах
технологических норм, указанных в рабочей инструкции или в операционной карте.
Записать показания температуры жала в листе регистрации — форма приложение 2.1.
В случае использования в операции 2-х паяльников, показания температуры жал
записывать в лист регистрации — форма приложение 2.2 . При несоответствии – сообщить
мастеру для принятия мер.
При работе с многоканальными трубчатыми припоями пайку рекомендуется производить двумя руками. Для получения наилучших результатов рекомендуется следующее:
1).
Поднесите жало паяльника к рабочей поверхности. Жало должно контактировать
одновременно с контактной площадкой платы и выводом компонента для того, чтобы
прогреть обе паяемые поверхности. Избыток припоя на жале, нанесенного во время
облуживания жала, будет помогать процессу теплопередачи путем увеличения
площади контакта между контактной площадкой и выводом. Необходимо не более
секунды, чтобы прогреть соответствующим образом обе поверхности.
2). Поднесенный в это время к месту соединения с противоположной от жала стороны пруток трубчатого припоя позволит образовать галтель
припоя. Для этого необходимо около 0,5 секунды.
ВНИМАНИЕ! Если
припой подавать непосредственно на жало паяльника, активные компоненты флюса
будут преждевременно выгорать, и его эффективность резко уменьшается. Не
подавайте избыточное количество припоя на паяемое соединение. Это может привести
к увеличению количества остатков флюса и ухудшению внешнего вида изделия. Рекомендуется
выбирать диаметр прутка припоя равным половине диаметра жала паяльника.
3). Удалите припой от паяного соединения и затем удалите жало паяльника (см. рис.
3)
4). Весь процесс пайки должен занимать от 0,5 до
2 секунд на одно паяное соединение в зависимости от массы, температуры и конфигурации
жала паяльника, а также паяемости поверхностей. Избыточное время или
температура могут истощять флюс до смачивания припоем, что может привести к
увеличению количества остатков флюса, и увеличивают хрупкость паяного соединения.
5). По окончании работы для обеспечения
длительного срока службы необходимо жало облудить (см. рис. 2).
При работе с проволочными припоями необходимо нанести безотмывочный флюс с помощью тонкой беличьей кисти в места пайки, выдержать плату несколько секунд, чтобы растворитель флюса испарился, в противном случае флюс будет кипеть при пайке.
Припой можно наносить на жало паяльника.
Припои
Припой – сплав металлов, используемый для создания механических соединений между электронными компонентами и контактными площадками печатной платы.
Диаметр проволочного или трубчатого припоя должен быть в два раза меньше диаметра жала паяльника.
Припои отечественныемарки ПОС 61 – сплав олова (61%) и свинца (39%),
пример обозначения:
- ПРв КР1 ПОС 61 ГОСТ 21930-76 – проволочный припой, круглый, диаметром 1 мм, оловянно свинцовый;
- ПОС 61Т1А ГОСТ 21930-76 – оловянно-свинцовый припой, трубчатый, диаметром 1 мм, одноканальный, наполнитель — флюс «канифоль сосновая марки «А».
Припои трубчатые импортные:
- SN62 Х39 – сплав олова (62%), свинца (36%), серебра (2%), многоканальный трубчатый припой ф. Multicore Solders (Англия), содержит 1% твердого флюса Х39, не требующего отмывки. Присутствие в припое серебра повышает механическую прочность паяных соединений и предотвращает миграцию серебра из контактных поверхностей электронных компонентов в припой в процессе пайки.
- 60EN Х39 – сплав олова (60%) и свинца (40%), многоканальный трубчатый припой ф. Multicore Solders, содержит 1% твердого флюса Х39, не требующего отмывки. Аналог – припой JM-20 фирмы KOKI (Япония),
- СW-801— cплав олова (63%) и свинца (37%), многоканальный трубчатый припой ф. Indium (США), содержит 2% флюса CW-801, не требующего отмывки.
- 60EN Crystal 502 – сплав олова (60%) и свинца (40%), многоканальный трубчатый припой, содержит 3% твердого флюса Crystal, не требующего отмывки. Используется для пайки металлов с высокой точкой плавления, например никеля.
Многоканальные припои (до 5-ти каналов флюса в прутке припоя, см. рис. 1) обладают преимуществом по сравнению с одноканальными:
увеличенное количество каналов флюса обеспечивает
равномерное распределение флюса без пропусков по длине прутка, что
предотвращает возможность пайки «всухую» — без флюса, как в случае с
одноканальными припоями.
После пайки флюс в импортном припое оставляет вокруг места пайки прозрачные остатки, не препятствующие контролю, и электроизоляционные (не проводящие токи).
Рис. 1. Сечение прутка многоканального припоя
Промывочные жидкости
Промывочные жидкости предназначены для очистки паяных соединений и печатных плат от загрязнений с целью обеспечения эксплуатационной долговечности изделий.
Существуют три основных источника загрязняющих веществ:
Печатные платы (типичные загрязняющие вещества включают:
- жир от обработки;
- остатки пищевых продуктов;
- табак;
- эпоксидную смолу;
- стекловолокно;
- внутреннее загрязнение меди).
Компоненты, монтируемые на печатную плату (типичные загрязняющие вещества включают:
- жир от обработки,
- остатки пищевых продуктов,
- табак,
- дефекты материалов компонента,
- внутреннее загрязнение выводов компонентов).
Применяемая технология пайки (типичные загрязняющие вещества включают:
- флюс,
- остатки флюса,
- шарики припоя,
- внутреннее загрязнение припоя,
- жир от обработки,
- остатки пищевых продуктов,
- табак.
1. Промывочная жидкость «спирто-бензиновая смесь» используется для промывки от остатков
спирто-канифольного флюса, механических загрязнений, пыли, жировых отпечатков,
но не удаляет соли, выделяемые из покрытий платы, компонентов, отпечатков
пальцев. После промывки спирто-бензиновой смесью на плате остаются белесые
разводы.
2. Промывочная жидкость VIGON EFM (на основе
спиртовых соединений) используется для
удалении остатков флюса с печатного узла при ручной отмывке и ремонте. Эффективно
удаляет жировые и солевые загрязнения, шарики припоя, химические остатки от
процесса травления при изготовлении печатных плат, активаторы флюса, которые
при напряженных условиях эксплуатации изделий могут привести к коррозионным
процессам на плате.
3. Промывочная жидкость наносится на очищаемый
участок филеночной кистью КФК, высушивается на воздухе. При большом количестве остатков флюса на
плате после пайки можно промывать плату, наложив на нее х/б салфетку и нанося
промывочную жидкость кистью на салфетку.
Необходимость в очистке печатного узла после пайки промывочными жидкостями указывается в технологических процессах.
Разновидности припоев и флюсов
Припои — материалы, используемые в пайке и обладающие температурным режимом плавления ниже, чем данные показатели у соединяемых металлов. С этой целью применяются оловянные, свинцовые, кадмиевые, медные, никелевые, серебряные и некоторые другие виды сплавов:
- мягкие припои с температурным режимом плавления в пределах 300 °C представлены оловянно-свинцовыми сплавами, сурьмянистыми припоями для пайки оцинкованных или цинковых элементов, оловянно-свинцово-кадмиевыми припоями для пайки сверхчувствительных к перегревам изделий, оловянно-цинковыми и бессвинцовыми припоями;
- твердые припои с температурным режимом плавления выше 300 °C представлены, как правило, медно-цинковыми, медно-фосфористыми и серебряными припоями с разными видами добавок.
Флюсы — органические и неорганические вещества или смеси, позволяющие удалять оксиды со спаиваемой поверхности, защищающие ее от негативного воздействия внешней среды и активно понижающие поверхностное натяжение, а также заметно улучшающие распространение жидкого припоя:
- в зависимости от температурного интервала активности все смеси и вещества представлены низкотемпературными и высокотемпературными флюсами;
- в зависимости от природы растворителя используемые флюсы бывают водными и неводными;
- в зависимости от природы активатора, которым определяется действие, флюсы могут быть кислотными, канифольными и галогенидными, гидразиновыми и фторборатными, анилиновыми и стеариновыми, а также боридно-углекислыми;
- в зависимости от механизма действия флюсы выполняют защитные или химические функции, оказывают электрохимическое и реактивное действие;
- в зависимости от агрегатного состояния в пайке используются флюсы твердого, жидкого и пастообразного типа.
Самым простым и доступным в работе дешевым видом флюса, имеющим низкий ток утечки, является канифоль сосновая. Такой химически пассивный тип флюса находит очень широкое применение и обладает умеренной растворимостью в спиртах с глицерином.
К самым известным, высококачественным и популярным, но достаточно дорогостоящим флюсам зарубежного происхождения относятся IF-8001 Interflux, IF-8300 BGA Interflux, IF-9007 Interflux BGA и FMKANC32-005.
Разрешенных для использования при выполнении операций облуживания или пайки
Конкретные материалы для облуживания или пайки указаны для каждого изделия в операционных картах технологического процесса.
- Проволочный припой ПРв КР1 или ПРв КР2 ПОС 61 ГОСТ 21930-76,Ø 1 мм, Ø2 мм.
- Одноканальный трубчатый припой ПОС 61Т1А ГОСТ 21930-76, Ø 1 мм, Ø 2 мм.
- Многоканальный трубчатый припой с флюсом, не требующим отмывки, SN62 Х39 ф. Multicore Solders(на основе сплава SN 62, серебросодержащий), Ø 0,56.
- Многоканальный трубчатый припой с флюсом, не требующим отмывки, SN60 Х39 ф. Multicore Solders(на основе сплава SN 60), Ø 0,7 мм, Ø 1,2 мм.
- Многоканальный трубчатый припой с флюсом, не требующим отмывки, JM-20 ф. Koki(на основе сплава SN 60), Ø 0,8 мм, Ø 1,0 мм, Ø 1,2 мм.
- Многоканальный трубчатый припой с флюсом, не требующим отмывки, 60EN Crystal 502 ф. Multicore Solders(на основе сплава SN 60), Ø 1,2 мм.
- Многоканальный трубчатый припой с флюсом, не требующим отмывки, CW-801 ф. Indium(на основе сплава SN 63), Ø 0,8 мм, Ø 1 мм.
- Флюс спирто-канифольный ФКСп ОСТ 4Г 0.033.200.
- Флюс твердый «канифоль сосновая марки «А»» ГОСТ 19113-84.
- Флюс однокомпонентный, не требующий отмывки, Х33-12i (MF-210) ф. Multicore Solders илиWF-9942 ф. Indium.
- Спирт этиловый ГОСТ 18300-87.
- Нефрас С2 80/120 ТУ 38 401-67-108-92
- Промывочная жидкость VIGON EFM ф. Zestron.
- Серебряная оплетка для удаления припоя (внешний проводник кабеля радиочастотного РК-75-1-22 ТУ 16.505.198-91) илимедная оплетка DESOLDERING WICK или аналогичная.
- Кисть филеночная круглая КФК № 8, № 12 ГОСТ 10597-87.
- Кисть филеночная плоская КФП № 8, № 12 ГОСТ 10597-87.
- Кисть художественная КХЖК № 1, № 3 «белка» ОСТ 17880-80.
- Обрезки х/б арт. 361 ГОСТ 4644-75.
- Перчатки трикотажные с полимерным покрытием типаМультекс код Пер 306 по каталогу ф. Тракт.
- Антистатические перчатки ESD CLOVES 8745 PVCB 6.
- Паста ТТС-LF или аналогичная для очистки и лужения наконечников.
Разрешенных для использования при
выполнении операций облуживания или пайки
- Паяльная станция HAKKO 936 c паяльником HAKKO 907
- Паяльная станция SOLOMON SL10/20/30 ESD.
- Стержень к оригинальному паяльнику паяльной станции SOLOMON тип 822, 622 (см. Приложение 1 листы 3, 4, 5, 6).
- Cтержень собственного изготовления к паяльнику паяльной станции SOLOMON:
- 7999-4056 Ø 5,6 мм, длина 12 мм, конусный (угол изгиба 15º);
- 7999-4057 Ø 3 мм, прямой;
- 7999-4057-01 Ø 4 мм, прямой;
- 7999-4058 Ø 2 мм, прямой;
- 7999-4058-01 Ø 3 мм, прямой;
- 7999-4059, изогнутый под углом 45º(7999-4059/002), под углом 90º ( 7999-4059/002-01), диаметр стержня — 3 мм, диаметр отверстия в наконечнике — 1 мм.
- Термовоздушная паяльная станция Lukey 702 с термофеном и паяльником Lukey.
- Стержень к оригинальному паяльнику Lukey (см. Приложение 1 листы 7, 8, 9).
- Ремонтная паяльная станция РАСЕ с набором термоинструментов и наконечников (типы термоинструментов и наконечников cм. в ТП «Ремонт печатных узлов»)
- Персональный паяльник БМ 0891-2160 (36В, 60Вт), БМ 0891-2076 (36В, 50Вт), БМ 0891-2170 (36В, 60Вт).
- Стержень к персональному паяльнику:
- 7999-4067 Ø 2 мм (конусообразный конец жала);
- 7999-4066 Ø 3 мм;
- 7999-4066-01 Ø 4 мм;
- 7999-4066-02 Ø 5 мм;
- 7999-4069 Ø 3 мм, изогнутый под углом с отверстием в наконечнике;
- 7999-4069-01 Ø 2 мм, изогнутый под углом с отверстием в наконечнике;
- 7999-4070, прямой, зауженный наконечник, для пайки мелких компонентов;
- 7999-4075, наконечник в виде «ложки», для облуживания.
- Прибор ГГ8779-4003 тип ПКТП или ОНИТ для контроля температуры жала паяльника.
- Термометр HAKKO FG-100 c набором термопар для контроля температуры жала паяльника.
- Антистатический браслет 7910-4276, разъем к браслету 7910-4274.
- Антистатический браслет ZD-152.
- Тестер заземления HAKKO 498.
- Приспособление для зачистки проводов от изоляции: БМ 769-1381 («пистолет»).
- Привод к приспособлению для зачистки проводов: БМ 7029-2009.
- Губки специальные (к «пистолету»): 7820-4225.
- Линейка 150 ГОСТ 427-75.
- Штангенциркуль ГОСТ 166-89.
- Пинцет для электромонтажных работ.
- Бокорезы.
- Скальпель.
- Ножницы.
- Монтажный нож.
- Монтажный нож двухсторонний 7820-4450.
- Напильник 2820-0013 ГОСТ 1465-80 для зачистки медных жал.
- Плоскогубцы с удлиненными губками
- Плоскогубцы комбинированные длиной от 125 мм до 200 мм.
- Тара цеховая металлическая для ЛВЖ (легковоспламеняющихся жидкостей) и ГЖ (горючих жидкостей).
Ручной инструмент
К полезным ручным приспособлениям относят:
- пинцеты;
- кусачки;
- набор для пайки.
Применение пинцетов позволяет сделать комфортным пайку и демонтаж электронных элементов на платах. Использовать разрешено как обычные прямые модели, так и с загнутым хвостиком.
При проведении пайки обойтись без кусачек очень сложно, так как с их помощью мастер может безопасно удалить остатки ножек радиокомпонентов при пайке их на плату.
В стандартный комплект дополнительных инструментов для пайки входят зажимы и держатели разного типа. Зачастую в комплекте идут щеточки для очистки плат и лента.

Техника безопасности при работе с паяльником
Главная » Паяльник » Техника безопасности при работе с паяльником
https://www.youtube.com/watch?v=MKZBAqnGoZ4
Ниже даны краткие сведения по технике безопасности при работе на различных установках.
Пайка электрическим паяльником. Не разрешается в производственных условиях использовать для питания электропаяльника сеть напряжением выше 36 В. Ручка электрического паяльника должна быть из изоляционного материала и сухой.
Не разрешается вытаскивать из штепсельной розетки электропаяльник за шнур, чтобы избежать обрыва шнура, возникновения короткого замыкания и попадания под опасное напряжение.
При работе с электрическим паяльником необходимо строго соблюдать правила защиты от поражения электрическим током.
Пайка паяльной лампой. До разжигания паяльной лампы необходимо проверить ее исправность и при необходимости устранить подтекание горючего.
Паяльную лампу необходимо заполнить горючим не более 75% ее емкости.
Давление воздуха в лампе во избежание взрыва не должно превышать 1,5-2,0 кгс/см2.
Запрещается доливать горючее в горящую лампу, разжигать лампу путем подачи горючего через горелку, снимать горелку до спуска давления.
Паяльные лампы можно выдавать только рабочим, знакомым с правилами обращения с ними.
Пайка газопламенной горелкой. При этом следует руководствоваться «Правилами техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металлов». Перед началом работы необходимо проверить герметичность всей аппаратуры и шлангов: утечка газов может привести к отравлению рабочих и к образованию взрывоопасной смеси.
Запрещается выполнять пайку горелкой в непосредственной близости от огнеопасных и легковоспламеняющихся материалов. При пайке на открытом воздухе расстояние от рабочего места до огнеопасных материалов должно быть не менее 10 м.
Запрещается выполнять пайку изделий, находящихся под давлением, а также резервуаров, контейнеров, бочек из-под легковоспламеняющихся веществ.
Баллоны с газами должны храниться в специальном помещении в стеллажах в вертикальном положении.
Не допускается хранение горючих газов в одном помещении с кислородными баллонами.
Небрежное обращение с баллонами со сжатыми газами (сильный удар, толчки, падение) может привести к взрыву большой разрушительной силы. В пределах завода или цеха баллоны следует перевозить на специальных тележках.
Запрещается ремонтировать вентиль на наполненном баллоне. Нельзя отогревать замерзший вентиль пламенем горелки или другим источником тепла с открытым пламенем. Для этого применяют пар или горячую воду.
К выполнению работ по газопламенной пайке допускаются лица обоего пола не моложе 18 лет, прошедшие инструктаж и сдавшие экзамены по технике безопасности.
Индукционная пайка (т. в. ч.). При производстве работ следует руководствоваться «Правилами безопасности при эксплуатации электротермических установок повышенной и высокой частоты».
Высокочастотные установки, предназначенные для пайки, должны быть размещены в отдельном помещении и обеспечены ограждениями, механической или электрической блокировкой для предупреждения прикосновения к частям установки, находящимся под напряжением.
Помещение с высокочастотными установками должно иметь вентиляцию, обеспечивающую нормальные условия работы обслуживающего персонала и охлаждение агрегатов.
При индукционной пайке для защиты от действия т. в. ч. необходимо устанавливать специальные экраны.
Категорически запрещается проведение ремонтных работ в установке, находящейся под напряжением. По окончании работы необходимо отключить генератор высокой частоты со стороны питающегося фидера (провода прямоугольного сечения).
При обнаружении неисправностей, пожаре и стихийных бедствиях паяльщик обязан немедленно отключить генератор. Настраивать на режим и налаживать высокочастотные установки разрешается только квалифицированным электромонтерам, имеющим на это соответствующее разрешение.
Пайка ультразвуком. Пульт управления и контрольные приборы для пайки ультразвуком должны быть размещены так, чтобы в процессе работы паяльщика было удобно занимать место у установки.
Установка должна иметь приспособление для закрепления деталей. Акустический узел установки должен быть закрыт защитным кожухом, исключающим непосредственный контакт работающего с узлом вовремя работы.
https://www.youtube.com/watch?v=KE8TxKf4PPE
Генераторы ультразвуковых установок должны соответствовать правилам устройства электроустановок (ПУЭ).
| Среднегеометрические частоты 1/3 октавных полос, Гц | 12500 | 16000 | ≥ 20000 |
| Уровни звукового давления, Б | 75 | 85 | 110 |
При суммарном времени воздействия ультразвука менее 4 ч в смену указанные выше уровни следует увеличивать в соответствии с табл. 1.
Таблица 1. Поправки к уровням звукового давления для рабочих мест у ультразвуковых установок.
| Суммарная длительность воздействия ультразвука, ч | Поправка, Б | Суммарная длительность воздействия ультразвука, мин | Поправка, Б |
| 1-4 | 6 | 5-15 | 18 |
| 1/4-1 | 12 | 1-5 | 24 |
Обычно рабочая частота ультразвуковых установок должна быть не ниже 18 кГц. Для защиты от воздействия вибраций применяют в отдельных случаях специальные раковины и антивибрационную обувь.
Флюсы
Принято считать, что хорошо паяются олово, серебро, золото, медь, латунь, бронза, свинец, нейзильбер. Удовлетворительно — углеродистые и низколегированные стали, никель, цинк. Плохо — алюминий, высоколегированные и нержавеющие стали, алюминиевая бронза, чугун, хром, титан, магний.
Подобрать при пайке нужный флюс — значит решить главную проблему пайки. Именно качество флюса определяет в первую очередь паяемость того или иного металла, легкость или трудность самого процесса пайки и прочность соединения. Флюс должны соответствовать материалу паяемых изделий — своей способностью разрушать его окисную пленку.
Кислые (активные) флюсы, например «Паяльную кислоту» на основе хлорида цинка, нельзя использовать при пайке электронных компонентов, так как они хорошо проводят электрический ток и вызывают коррозию, однако, из-за своей агрессивности, они очень хорошо подготавливают поверхность и поэтому незаменимы при пайке металлических конструкций, и чем химически более стоек металл нем активнее должен быть флюс. Остатки активных флюсов нужно обязательно тщательно удалять после завершения пайки.
Эффективными флюсами для пайки стали являются водный раствор хлористого цинка, паяльные кислоты на его основе, флюс ЛТИ-120. Можно использовать и другие, более сильные флюсы, которых на рынке предостаточно.
Основное отличие пайки паяльником нержавеющих сталей от пайки углеродистых и низколегированных состоит в необходимости применения более активных флюсов, требующихся для разрушения химически стойких окислов, которыми покрыты нержавеющие стали. Что касается чугуна, то его нужно паять высокотемпературной пайкой, а, следовательно, электрический паяльник для этой цели не подходит.
Для нержавейки применяют ортофосфорную кислоту. Хорошо справляются с химически стойкой окисной пленкой и специализированные флюсы, такие, например, как Ф-38.
Для оцинкованного железа можно применять состав, содержащий канифоль, этиловый спирт, хлористый цинк и хлористый аммоний (флюс ЛК-2).
Заполнение припоем металлизированного монтажного
отверстия платы и смачивание
припоем вывода и стенок отверстия
При монтаже выводных элементов в сквозные
металлизированные отверстия припой должен хорошо смачивать все контактные
поверхности, смачивание стенок и заполнение отверстия припоем должны
соответствовать рисунку и требованиям таблицы 2: .
1 — Высота заполнения
отверстия припоем. 2 — Сторона установки компонентов. 3 — Сторона пайки.
Таблица
2. Пайка выводных компонентов в металлизированные отверстия, минимально
допустимые критерии качества паяных соединений.
| Параметр1 | Класс 1 | Класс 2 | Класс 3 | |
| A | Круговое смачивание припоем вывода компонента и контактной площадки платы на стороне установки компонента | Не регламентируется | 180˚ | 270˚ |
| B | Высота заполнения отверстия припоем 2 | Не регламентируется | 75% | 75% |
| C | Круговое смачивание припоем вывода компонента и контактной площадки платы на стороне пайки | 270˚ | 270˚ | 330˚ |
| D | Площадь смачивания контактной площадки припоем на стороне установки компонента | 0 | 0 | 0 |
| E | Площадь смачивания контактной площадки припоем на стороне пайки | 75% | 75% | 75% |
Примечание:
(1) Относится к припою,
нанесённому в процессе пайки.
(2) Незаполненные 25%
высоты отверстия включают в себя незаполненные припоем полости на стороне пайки
и на стороне установки компонента, то есть в сумме с обеих сторон платы.
Внимание: для некоторых областей применения изделий может
требоваться 100%-ное заполнение монтажного отверстия припоем. Это условие
должно быть дополнительно оговорено в технологическом процессе.
Дефект – для классов 1, 2, 3:
паяное соединение не соответствует таблице 2.
Вертикальное заполнение монтажного отверстия припоем:
Эталон – для
классов 1, 2, 3:
100%-ное смачивание припоем вывода, контактных площадок и стенок металлизированного монтажного отверстия, полное заполнение припоем монтажного отверстия вокруг вывода:
- вывод компонента;
- припой;
- контактная площадка;
- стенка монтажного отверстия;
- паяльная маска печатной платы;
- базовый материал печатной платы (прессованные слои стеклотекстолита, пропитанные эпоксидной смолой, ламинированные медной фольгой);
- металлизированные проводящие слои многослойной печатной платы.
Допустимо –
для классов 1, 2, 3:
не менее 75% полости монтажного отверстия по высоте заполнено припоем, допускается незаполнение припоем отверстия по высоте на 25% (суммарно с обеих сторон платы):
- вывод компонента;
- припой;
- контактная площадка;
- стенка монтажного отверстия;
- паяльная маска печатной платы;
- базовый материал печатной платы (прессованные слои стеклотекстолита, пропитанные эпоксидной смолой, ламинированные медной фольгой);
- металлизированные проводящие слои многослойной печатной платы.
Допустимо –
для классов 1, 2, 3:
не менее 75% полости монтажного отверстия по высоте заполнено припоем, допускается незаполнение припоем отверстия по высоте на 25% (суммарно с обеих сторон платы):
Дефект — для
классов 2, 3:
вертикальное заполнение отверстия припоем составляет менее 75%.
Периферийное (круговое) смачивание
припоем вывода и стенки монтажного отверстия на стороне пайки
Допустимо –
для класса 3:
Минимум на 270˚ (на 3/4) по диаметру отверстия вывод и стенка монтажного отверстия покрыты припоем.
Дефект – для
класса 3:
Менее, чем на270˚ (менее, чем на ¾) по диаметру отверстия вывод и стенка монтажного отверстия покрыты припоем.
Смачивание припоем кольцевой контактной площадки металлизированного монтажного отверстия на стороне установки компонента
Допустимо –
для классов 1, 2, 3:
Контактная площадка на стороне установки компонента может быть не покрыта припоем.
Смачивание припоем кольцевой контактной площадки металлизированного монтажного отверстия на стороне пайки вывода компонента
Допустимо –
для классов 1, 2:
минимум на 270˚ (на ¾) по диаметру монтажного отверстия галтель припоя покрывает кольцевую контактную площадку, стенки отверстия и вывод.
Допустимо –
для класса 3:
минимум на 330˚по диаметру монтажного отверстия галтель припоя покрываеткольцевую контактную площадку, стенки отверстия и вывод.
Допустимо –
для классов 1, 2, 3:
припой смачивает минимум 75% площади кольцевой контактной площадки монтажного отверстия.
Различимость конца вывода в припое
Допустимо –
для классов 2, 3:
галтель выпуклая¸ конец вывода из-за избытка припоя неразличим, но визуально определяется наличие вывода в отверстии на стороне установки компонента.
Дефект
– для классов 1, 2, 3:
конец вывода из-за избытка припоя неразличим, со стороны установки компонента вывод деформирован и не очевидно, что конец вывода полностью вошел в монтажное отверстие.
Припой на формованной части (на сгибе, «плече») вывода компонента
Допустимо
— для классов 1, 2, 3:
припой затек на сгиб вывода, но не касается корпуса компонента.
Дефект
– для классов 1, 2, 3:
припой затек на «плечо» вывода и касается корпуса компонента.




")

