

- Что такое рентгеновский контроль печатных плат?
- Почему требуется проверка печатных плат?
- 6 преимуществ рентгеновского контроля качества и инспекции печатных плат
- Контроль качества пайки
- Рентген плат
- Современный рентгеновский контроль печатных плат
- Виды рентгенографии
- Рентгеновский контроль электронных блоков, печатных плат, электронных компонентов
- Как разместить заказ на рентген-контроль электронных блоков, печатных плат, электронных компонентов
- Установка Phoenix pcba|analyser 160 kV с нанофокусной трубкой (разрешение 0,2 мкм)
- Система рентгеновского контроля Y. Cheetah
- Некоторые из свойств рентгеновских лучей следующие
- Как работает рентгеновский контроль печатных плат?
- Мы предпочитаем современные цифровые носители из-за многих преимуществ, таких как
- Применение рентгеновского контроля в PCBA
- В целом, вот преимущества
- Методы рентгеновского контроля
- Двумерный просвечивающий рентген
- Передача 3D-рентгеновского излучения
- Заключение
- Пациент номер 1
- Пациент номер 2 — тяжелый случай
Что такое рентгеновский контроль печатных плат?
Рентгеновская проверка печатных плат, также известная как автоматизированная рентгеновская проверка, представляет собой метод контроля качества, который находит скрытые дефекты в печатной плате . Этот метод широко используется в медицинской и аэрокосмической отраслях для обнаружения скрытых особенностей и выявления ошибок, таких как перемычки припоя, замыкания припоя и т. д.
Почему требуется проверка печатных плат?
Проверка печатных плат является важным элементом любого процесса производства электроники. Проверка печатных плат позволяет обнаруживать неисправности как можно скорее после производственного процесса . Таким образом, процесс проверки печатных плат является важным элементом любого процесса производства печатных плат.
6 преимуществ рентгеновского контроля качества и инспекции печатных плат
Обеспечивает возможность проверки глухих или заглубленных отверстий
Перемычки — очень важные компоненты печатных плат, поскольку они позволяют легко соединять различные слои плат. Однако для соединения плат используются различные разводы, включая глухие и заглубленные разводы. Поскольку эти разводы нелегко увидеть при визуальном контроле, это создает проблему для инспектора при оценке целостности этих разводов во время проверки качества. Но есть и хорошая новость: рентгеновские аппараты для печатных плат могут посылать излучение, которое проникает через скрытые и труднодоступные места, облегчая инспектору оценку качества соединений платы и компонентов.
Помощь в проверке ошибок в шаблонах посадки
Часто при сборке компонентов на печатных платах возникают ошибки, и одной из таких ошибок является схема посадки определенных элементов на плату. Если компоненты, собираемые на плате, не входят в состав компонентов, включенных в библиотеку широко используемых SMD-компонентов, возникает проблема неправильного выбора схемы посадки. Инженеру-конструктору часто приходится создавать схему вновь введенного компонента и схему его посадки на плату. При отсутствии такой схемы может возникнуть ошибка в схеме посадки, и ее будет трудно заметить при визуальном осмотре. Однако оценить неправильную схему посадки установленного на плате компонента довольно легко с помощью рентгеновского аппарата для печатных плат.
Определите неправильное положение развязывающих конденсаторов
Развязывающие конденсаторы часто являются неотъемлемой частью каждого электронного устройства, поскольку они не только обеспечивают стабильность источника питания, но и устраняют колебания и переходные процессы. Эти конденсаторы всегда подключаются параллельно относительно источника питания. Кроме того, они размещаются как можно ближе к компонентам, контактирующим с источником питания. Однако неправильное размещение этих конденсаторов часто может привести к неудовлетворительной работе устройства и даже причинить вред пользователю в случае взрыва. Из-за тесной установки электронных компонентов на печатной плате может быть трудно обнаружить неправильное соединение при простом визуальном осмотре. Рентгеновский аппарат для печатных плат позволяет инспектору легко определить любое неправильное расположение компонентов и исправить эту ошибку перед выпуском продукта.
Позволяет инспекторам видеть пустоты припоя
Пайка — это средство соединения между печатной платой и компонентами. Если при пайке допущена ошибка, соединение будет некачественным и создаст проблемы с качеством продукции. Кроме того, изделие может работать неоптимально и даже представлять потенциальный риск причинения вреда пользователю. Чтобы избежать этих проблем, инспекторы во время проверки проверяют наличие пустот припоя, которые могут привести к некачественным соединениям. Однако, поскольку BGA тесно упакованы во время монтажа, становится очень трудно удовлетворительно проверить пайку с помощью визуального контроля. Рентгеновский аппарат для печатных плат часто является предпочтительным решением этой проблемы, поскольку он позволяет инспекторам точно обнаружить пустоты припоя, которые могут привести к некачественному соединению или изделию.
Легко идентифицировать заполнение точечных отверстий
Одним из методов соединения компонентов на печатных платах является соединение через отверстия, особенно для компонентов, которым требуется более прочное соединение при послойном расположении. Однако при таком соединении часто возникают определенные дефекты, в том числе точечное заполнение отверстий. Эта проблема обычно связана с выделением газа при пайке. Этот газ часто является водяным паром и всегда будет вызывать заполнение отверстий, если тепло пайки чрезмерно, что приводит к непрерывному выходу газа. Часто очень трудно выявить эти аномалии, используя такие методы контроля, как визуальный осмотр и другие неадекватные средства. Однако рентгеновские аппараты для печатных плат предлагают лучшие и точные средства для выявления точечных отверстий во время оценки качества, чтобы гарантировать целостность операции пайки.
Имея опыт в серийном производстве, был разочарован станцией рентгеновского контроля. Из-за неэффективности. Поскольку залипоны между BGA редкость, да и тестировались они. А вот холодная пайка или непропайка шарика, разрывы и аналогичные проблемы, которые чаще встречались, рентген не находил. Даже доп. хвостики к BGA площадкам для рентген контроля не спасали.
Непропай шарика видно. Надо только знать что искать и на что обращать внимание. Хотя я, когда мне показывали такой непропай, большой разницы с нормально оплавленными щариками не увидел. Тут уже дело в квалификации оператора. Как мне сказали — научить человека адекватно оценивать то, что показывает рентген занчительно сложнее, чем того же человека обучить работать на линии поверхностного монтажа, имею в виду на всем оборудовании в составе линии.
На сторону тому, кто имеет богатый опыт в проведении рентгеновского контроля, таких по пальцам пересчитать. Естественно, нет смысла ждать грамотно составленного отчета о рентгенконтроле от фирмы, где это железо сотит 3 месяца.
Secter если у Вас есть альтернативный способ проверки качества пайки BGA поделитесь, очень интересно.
Контроль качества пайки
Рентген печатных плат – один из ключевых методов контроля качества внутренних структур для производства изделий микроэлектроники.
Рентген контроль может осуществляться с применением нескольких методик:
1. 2D РЕНТГЕНОСКОПИЯ
Примеры применения 2D рентгеноскопии для контроля печатных плат:
Основные преимущества применения рентгеноскопии для контроля печатных плат:
- сохранение полной работоспособности изделий;
- осуществление контроля на всех этапах производства;
- отсутствие необходимости демонтажа элементов для осуществления контроля;
- отсутствие необходимости;
- широкий спектр решаемых задач.
Помимо 2D рентгеноскопии система XT V 160 позволяет проводить исследования методом ламинографии X.Tract. Рентген печатных плат методом ламинографии позволяет создавать виртуальные срезы в заданной области и анализировать дефекты, порой скрытые при 2D инспекции. Рентгеноскопическая система XT V 160 обеспечивает полностью автоматизированный сбор данных, обработку изображений и создание детализированных отчетов о результатах проверки изделия.
Для получения 3D модели опция X. Tract преобразует около тысячи 2D изображений печатной платы или интересующего компонента. Полученную 3D модель можно проанализировать в любой плоскости с помощью инструмента X. Tractanalysistool. Анализ 3D модели по осям x, y, z даёт представление о дефектах, которые раньше были скрыты на стандартных 2D снимках: например, внутренних пустотах, трещинах или дефектах типа «голова на подушке» (head-onpillow(HoP)).
Примеры применения ламинографии:
3. КОМПЬЮТЕРНАЯ ТОМОГРАФИЯ
Контроль качества печатных плат методом компьютерной томографии позволяет:
- выявить пустоты, трещины, включения, расслоения, отклонения от заданной геометрии;
- анализировать плату по отдельным слоям;
- измерять толщину металлизации слоя;
- восстанавливать топологию внутренних слоёв для обратного проектирования.
Примеры применения КТ для контроля качества печатных плат на рисунках ниже:

Трёхмерное изображение инспекции качества паяного соединения

Контроль качества пайки кристалла. Вид по оси z.

Контроль качества пайки кристалла. Вид по оси х.

Контроль переходных отверстий. Вид по оси х.
Рентген плат

Рентген плат – один из ключевых методов контроля качества внутренних структур для производства изделий микроэлектроники. Материальное оснащение завода Совтест АТЕ позволяет выполнять не только 2D рентген плат, но и трёхмерную инспекцию методами ламинографии и компьютерной томографии.
Центр технологий неразрушающего контроля (ЦТНК) ООО Совтест АТЕ включает в себя две современные рентгеноскопические системы производства фирмы Nikon: XT V 160 и XT H 320.
Система XT V 160 имеет отличное разрешение при высоком увеличении и позволяет отображать 2D изображения образца в высоком разрешении на мониторе в режиме реального времени. В ней используется открытая рентгеновская трубка NanoTechTM с оптимальным разрешением — 500 нм, при этом ее максимальное геометрическое увеличение достигает 2 400Х (системное – до 36 000Х).
2D рентген печатных плат посредством системы XT V 160:

Рентген контроль качества пайки печатной платы

Анализ наличия дефектного шарикового вывода микросхемы

Рентген контроль переходных отверстий печатной платы

Рентген контроль целостности разварки печатной платы
Помимо 2D рентгеноскопии система XT V 160 позволяет проводить исследования методом ламинографии. Рентген печатных плат методом ламинографии позволяет создавать виртуальные срезы в заданной области и анализировать дефекты, порой скрытые при 2D инспекции. Рентгеноскопическая система XT V 160 обеспечивает полностью автоматизированный сбор данных, обработку изображений и создание детализированных отчетов о результатах проверки изделия.
Рентген печатных плат методом ламинографии:

Контроль выводов шариков BGA методом ламинографии

Внутренний слой печатной платы методом ламинографии
Рентгеноскопическая система ХТ Н 320 Penta Source позволяет менять конфигурацию рентген трубки и осуществлять контроль методом компьютерной томографии при высоком разрешении.
Рентген плат методом компьютерной томографии позволяет:
- выявить пустоты, трещины, включения, расслоения, отклонения от заданной геометрии;
- анализировать плату по отдельным слоям
- измерять толщину металлизации слоя
- восстанавливать топологию внутренних слоёв для обратного проектирования.

Рентген контроль переходных отверстий печатной платы методом КТ


Рентген печатной платы: пример восстановления топологии внутренних слоёв без демонтажа элементов
- сохранение полной работоспособности изделий
- осуществление контроля на всех этапах производства
- отсутствие необходимости демонтажа элементов для осуществления контроля
- отсутствие необходимости
- широкий спектр решаемых задач
Центр технологий неразрушающего контроля завода Совтест АТЕ выполняет рентген плат на контрактной основе.
Свяжитесь с нами, чтобы обсудить Ваши задачи!
Современный рентгеновский контроль печатных плат
Несколько лет назад оборудование для контроля при помощи рентгеновских лучей интересовало только опытные производства, но сегодня при высокой плотности монтажа и применении компонентов со скрытыми выводами, возрастает потребность в таком контроле в условиях серийного производства.
На большинстве производственных участков широко применяется автоматический оптический и электрический контроль. Автоматический оптический контроль, как правило, используется для контроля нанесения паяльной пасты, наличия/ отсутствия компонентов, чтения маркировки, проверки наличия коротких замыканий, контроля полярности. Электрический контроль позволяет произвести конечный функциональный тест после проведенных сборочных операций.
К сожалению, наличие автоматического оптического и электрического контроля не гарантирует 100%-ного контроля качества собранных электронных изделий. Есть еще и скрытые дефекты в паяных соединениях (микротрещины, пузырьки воздуха, ненадежный контакт скрытых выводов компонентов BGA и т.п.), которые проявляются в процессе эксплуатации электронных узлов. Заранее их можно обнаружить на оборудовании, использующем рентгеновские лучи.
Виды рентгенографии
Оборудование для рентгенографии позволяет получить плоский снимок или трехмерную (объемную) модель исследуемого объекта, а компьютерный анализ снимка или полученной модели позволяет выявить дефекты в паяных соединениях. Информация о дефектах отображается в понятной для оператора форме (например, фотография, на которой дефекты выделены различными цветами).
Самым простым рентгенографическим оборудованием являются системы, позволяющие получить только плоский снимок, — просвечивающий 2D рентген. В таком оборудовании излучатель установлен сверху, а приемник — снизу, перпендикулярно к плоскости исследуемого
объекта. Стол с исследуемым объектом может перемещаться по оси X и наклоняться на некоторый угол, а излучатель с приемником перемещается только по оси Y.
Это оборудование позволяет быстро обнаружить замыкание (рис.1) или разрыв в труднодоступном месте на печатной плате или внутри
микросхемы, но не обеспечивает достоверного контроля дефектов пайки (для этого требуется много времени и опытный оператор).
Для более быстрого и надежного контроля паяных соединений электронных узлов наиболее рационально применение рентгенографического оборудования, которое создает трехмерное
изображение. Есть несколько способов получения трехмерных изображений.
В последнее время благодаря высокой производительности компьютеров появились два новых вида формирования объемного изображения — цифровой томосинтез и 3D наклонная компьютерная томография.
Цифровой томосинтез — серию рентгеновских снимков получают при вращении рентгеновской трубки аппарата или печатной платы относительно оси Z (рис. 4). При этом выполняется от 4 до 12 снимков. После получения всех снимков они передаются на компьютер, обрабатываются специальной программой и получается трехмерное изображение верхнего или нижнего слоя. Благодаря этому методу появилась возможность «убрать» мешающие снизу компоненты и выполнить качественный и быстрый анализ исследуемого объекта (рис. 5).
Недостатком этого способа, как и предыдущего, является ограничение коэффициента увеличения и как следствие невозможность контроля больших электронных изделий с мелкими компонентами.
Ламинография — метод рентгенологического исследования, с помощью которого можно производить снимок слоя, лежащего на определенной глубине исследуемого объекта. Компоновка оборудования ламинографии похожа на 2D рентген.
Отличие — возможность получения снимка объекта на определенном уровне по глубине и наличие специального программного обеспечения, что позволяет формировать трехмерную модель из множества фотографий (от 100 до 300), полученных на разных глубинах исследуемого объекта.
Снимок слоя на определенной глубине обеспечивается за счет движения трубки и приемника в противоположных направлениях. В зависимости от скорости перемещения
трубки и приемника только необходимый слой получается четким, все остальные — смазываются, почти не мешая проводить анализ полученного изображения. Недостаток
такого способа — долгое формирование трехмерного изображения (время сканирования одного слоя размером 20х20 мм составляет около 20 с).
Компьютерная томография — серия плоских снимков получается в результате вращения печатной платы вокруг оси X или Y (рис. 2). Система оснащена программным обеспечением, с помощью которого создается трехмерная (объемная) модель исследуемого объекта. Такой способ позволяет получить трехмерную модель
исследуемого объекта быстро, но при этом разрешение низкое, так как в данном случае коэффициент увеличения зависит от размера исследуемого объекта. Поэтому мелкие объекты на крупной печатной плате смазываются при оцифровке (рис. 3).
3D наклонная компьютерная томография — серию рентгеновских снимков (до 128) получают при вращении печатной платы вокруг оси Z исследуемого компонента (рис. 6). При этом рентгеновская трубка и приемник установлены под углом до 700. Затем на базе полученных фотографий формируется трехмерное
изображение. Этот способ обеспечивает высокую четкость изображения и высокую скорость независимо от размера компонента и размера печатной платы. Так, например, контроль печатной платы с четырьмя компонентами BGA на подобном оборудовании занимает 76 с, включая время загрузки/разгрузки, перехода к следующему объекту, фотографирования и анализа исследуемого объекта (рис. 7).
Преимущества и недостатки различных рентгеновских установок представлены в таблице.
Как можно увидеть из краткого анализа, проведенного в этой статье, наиболее передовой технологией получения и анализа трехмерного изображения является 3D наклонная компьютерная томография.
Этот метод позволил полностью автоматизировать рентгенографическое исследование, обеспечив, таким образом 100%-ный контроль паяных соединений электронного узла любого размера.производительности, то для обеспечения высокого процента годных изделий необходим постоянный контроль всех этапов технологического процесса.
Для решения этой задачи компанией OMRON был разработан и запатентован уникальный многоцветный метод автоматического оптического контроля печатных узлов после нанесения паяльной пасты, установки компонентов и после оплавления и установка для рентгенографического контроля собранных узлов, мод. VT-X (рис.8), в которой для крупных компонентов используется цифровой томосинтез, а для мелких — 3D наклонная компьютерная томография.
ООО «РТС Инжиниринг» совместно с компанией OMRON предлагает различные виды технологического контрольного оборудования, включая оптический, электрический и рентгенографический. Оборудование комплектуется в соответствии с задачами каждого конкретного производства и обеспечивает 100%-ный контроль качества пайки любых электронных узлов в автоматическом режиме.
Рентгеновский контроль электронных блоков, печатных плат, электронных компонентов
- Отработанная, стандартная процедура оформления документов и приёмки продукции позволяет максимально быстро приступить к выполнению заказа.
- Гибкий график работы на установке рентген-контроля позволяет выполнять срочные заказы в нужный Вам срок, даже ЗА 1 РАБОЧИЙ ДЕНЬ*
- По результатам исследования заказчику предоставляется протокол с описанием и фотографиями обнаруженных дефектов либо, если дефектов не выявлено, с выдержками из IPC-стандартов, подтверждающими, что данное состояние электронного блока, печатной платы, электронного компонента является нормой.
* срок выполнения заказа считается со дня оплаты счёта по договору
Как разместить заказ на рентген-контроль электронных блоков, печатных плат, электронных компонентов
- Сделать запрос. В запросе необходимо указать вид и количество электронных блоков/ печатных плат/ электронных компонентов, которые необходимо проверить на установке рентгеновского контроля, а также срок, в который Вы хотите получить отчёт об исследовании.
- Получить протокол исследования в оговоренный заранее срок. По итогам рентгеновского исследования мы составляем протокол, в котором в развёрнутой форме описаны выявленные дефекты и приведены их изображения, полученные с установки рентген-контроля. В случае, если дефектов не было обнаружено, мы приведём выдержки из IPC-стандартов, подтверждающие что данное состояние электронного блока / печатной платы / электронного компонента является нормой.
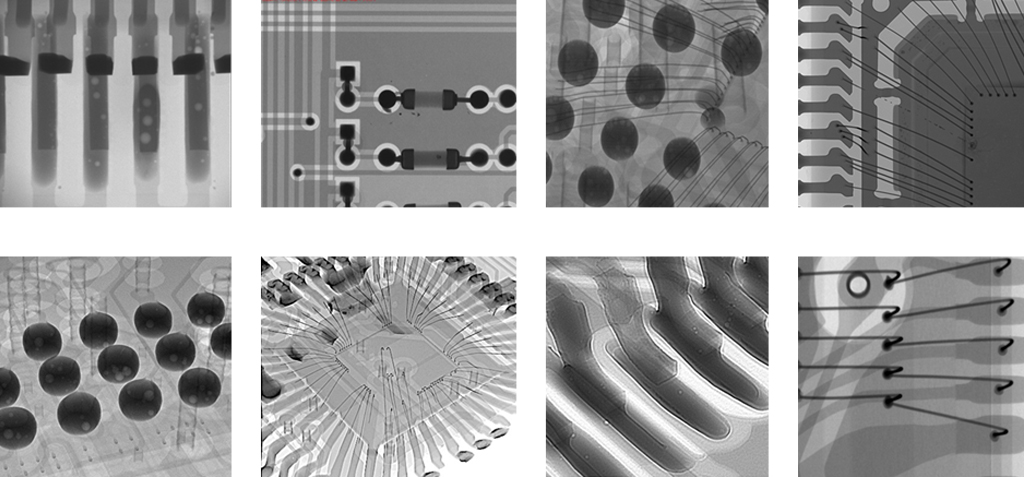
Установка Phoenix pcba|analyser 160 kV с нанофокусной трубкой (разрешение 0,2 мкм)
Неразрушающая диагностика и локализация дефектов.1. Внутреннее состояние полупроводниковых приборов:
- качество разварки соединительного проводника кристалл-рамка
- наличие пустот между подложкой и кристаллом
- наличие пустот в корпусе
2. Качество изготовления печатной платы:
- качество металлизации переходных отверстий (рис 1)
- состояние печатных проводников, в том числе и внутренних слоёв (рис 2)
- смещение слоёв (рис 3)
3. Качество паяных соединений, в том числе и для микросхем в корпусах BGA, µBGA, Flip Chip, CSP:
- наличие и форма галтелей, смещение выводов (рис 4)
- наличие и процентное содержание пустот (рис 5)
- короткие замыкания (рис 6)
- инспекция бессвинцовых паяных соединений
4. Инспекция электронных компонентов и блоков до монтажа
Система рентгеновского контроля Y. Cheetah
Система относится к новому поколению аппаратов для рентгеновского контроля и оснащена цифровым детектором. Это позволяет получать более качественные снимки с гораздо большим разрешением.
- максимальное геометрическое увеличение — 1700x
- напряжение трубки — 160 кВмощность трубки — 64 Вт
- разрешающая способность — 500 нм
Рентген-контроль электронных блоков, монтаж которых выполнен на производственной базе А-КОНТРАКТ по бессвинцовой технологии в 8-зонной конвейерной печи конвекционного оплавления REHM:
Установки рентген контроля Arirang — это современные системы производства южнокорейской компании Techvalley. Эти системы оснащены самыми современными технологиями и программным обеспечением. Arirang отлично подходят для проведения неразрушающей инспекции различных изделий, в том числе печатных плат в 2D, 2,5D, 3d проекциях. Благодаря своей архитектуре исследование и анализ данных проходит очень быстро, и не требует больших усилий со стороны оператора. Машины серии Arirang при работе создают трехмерное КТ изображение всего за 15 секунд, что делает их одними из самых быстрых промышленных КТ-систем, доступных в настоящее время. В дополнение к своей скорости, системы распознают детали изображения с высокой точностью. Дополнительным преимуществом является легкость и низкая стоимость обслуживания.
Особенности систем Arirang:
• Точность детализации до 0,4 мкм
• Высокая скорость: создание изображения всего за 15 секунд
• КТ-контроль больших печатных плат размером до 590 мм x 420 мм
• Многоосевая система обеспечивающая высокоую точность позиционирования образца
• Высокая скорость создания рентген изображений благодаря плоскопанельному детектору с глубиной цвета 16 бит.
• Запатентованная технология i-TOP для быстрого анализа изображения
Алгоритм iTOP («Inspection Technology of Overlapped Pattern», «Технология инспекции перекрывающихся паттернов») , используемый при работе на системах Arirang, позволяет точно и быстро проанализировать паттерны располагающиеся на разных высотах, которые перекрывают друг друга при 2D и 2,5D инспекции. Алгоритм распознает различные объекты, и безошибочно указывает на дефекты.
2D и 2,5D инспекция
При исследовании изделия на сложные для 2D и 2,5D анализа дефекты, такие как «голова на подушке» используется метод ламинографии: послойной 3D инспекции.
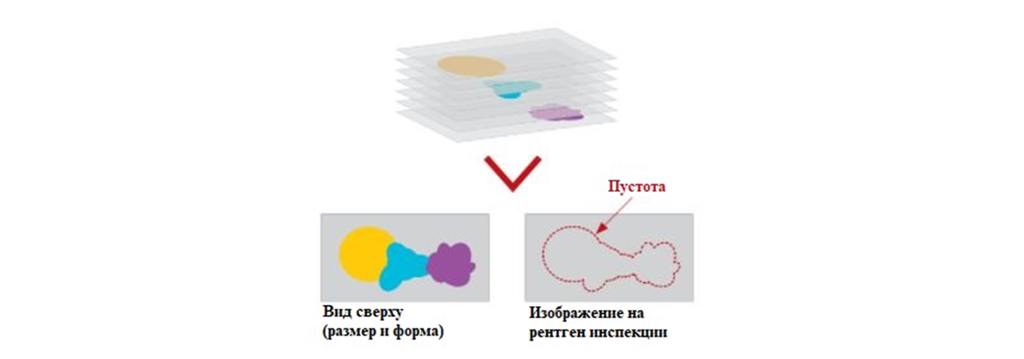
Послойная 3D CT инспекция
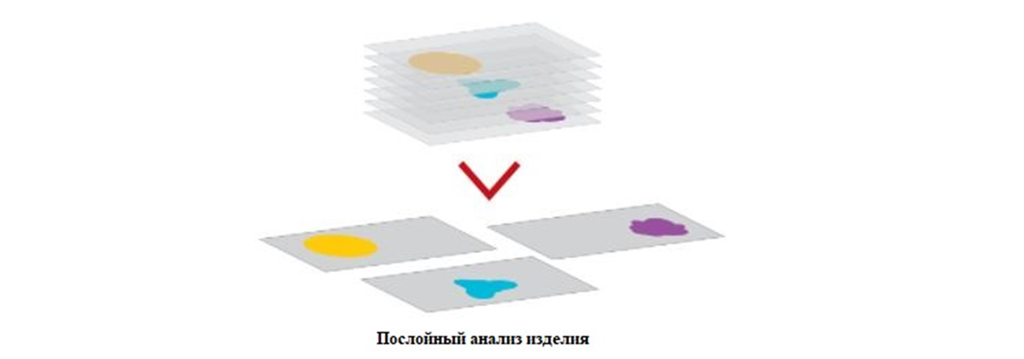
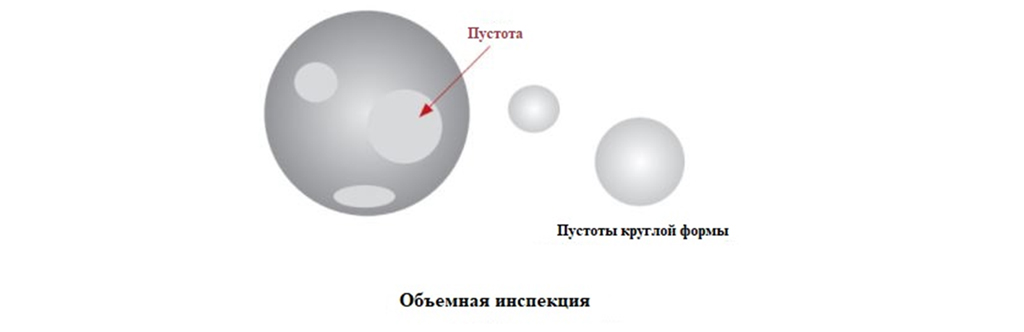
Объемная 3D инспекция (BGA)
Объемная 3D инспекция это наиболее подходящий для анализа сложных изделий метод.
Для анализа образцов применяется система ламинографии, когда детектор перемещается относительно образца, и система делает несколько снимков под разными углами для построения объемного изображения. Однако, алгоритм iTOP позволяет анализировать изделия до трех раз быстрее, чем при использовании только функции ламинографии.
Пример анализа пустот при использовании алгоритма iTOP:
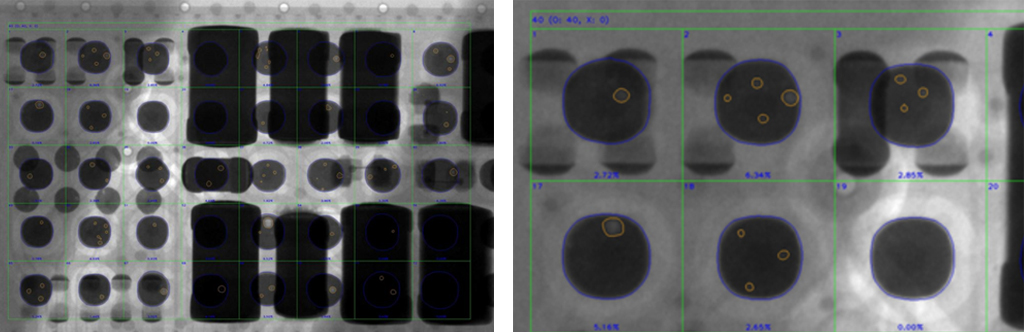
Техническая спецификация модели
Рентгеновский контроль печатных плат — это один из прорывов в производстве. Он позволяет дизайнерам и инженерам обнаруживать дефекты. Дефекты могут быть в нескольких частях компонентов, таких как дефекты BGA, пайки и CSP.
Рентгеновский контроль — это процесс для необработанных и усовершенствованных печатных плат. Производители сочетают рентгеновский контроль с функциональным тестированием. Этот процесс позволяет получить точный результат и обеспечить спокойствие во время производства.
При массовом производстве различных прототипов и сложных плат на помощь приходит рентгеновский контроль. Благодаря этой технологии производители могут поставлять клиентам компоненты печатных плат высокой степени чистоты.
Что такое рентгеновский контроль печатных плат?
Как работает рентгеновский контроль печатных плат?
Применение рентгеновского контроля в производстве печатных плат
Методы рентгеновского контроля
Рентгеновский контроль: Как это работает
Мы также называем это автоматизированным рентгеновским контролем (AXI). Это специальные лучи с мощными электромагнитными волнами и чрезвычайно короткой длиной волны. Длина волны намного короче, чем у видимого света, менее 10 нанометров.
Что заставляет рентгеновские лучи находить применение в промышленности, так это высокая проникающая способность. Рентген может проникнуть в вещество, которое видимый свет не может обнаружить.
Некоторые из свойств рентгеновских лучей следующие
Флуоресценция и т.д.
Проникающий эффект рентгеновского излучения делает его полезным при производстве печатных плат. Благодаря проникающему эффекту, производители могут использовать его для обнаружения дефектов и других скрытых особенностей в целевых объектах. Сегодня рентгеновское излучение используется во многих областях, таких как медицина, аэрокосмическая промышленность, промышленный контроль, проверка качества и т.д.
Производители печатных плат сегодня используют рентгеновское излучение для инспекции. С его помощью они получают доступ к качеству печатных плат — важнейший шаг на пути к качественному производству печатных плат.
В производстве электроники мы наблюдаем более широкое использование CSP, QFN, флип-чипов и т.д. Разработчики делали эти детали с меньшей индуктивностью, лучшей охлаждающей способностью и уменьшенной площадью поверхности, чтобы удовлетворить потребности дизайна. Несмотря на то, что это удовлетворяет некоторые потребности дизайна, существует проблема проверки. Невооруженный глаз не может ни оценить качество пайки, ни обнаружить дефекты в конструкции.
Высокая проникающая способность рентгеновского излучения решает эту проблему. Под высоким давлением рентген излучает свет, который может проникать в объект исследования. При этом выявляется изображение с различной толщиной и плотностью. Качество изображения помогает объяснить качество соединения.
Как работает рентгеновский контроль печатных плат?
Во многих промышленных процессах рентген используется для проверки внутреннего расположения печатной платы и других компонентов. Это помогает определить эффективность и выявить недостатки в конструкции. Это происходит на начальном этапе производства и во время тестирования.
Во время тестирования или проверки конструктор размещает компонент между рентгеновским аппаратом и детектирующим компонентом. Проникающая способность рентгеновских лучей зависит от некоторых факторов, таких как:
энергия рентгеновского излучения
ядерный заряд материала.
Перед проверкой рентгеновский аппарат можно настроить таким образом, чтобы он учитывал вышеперечисленные факторы. В результате компонент обнаружения выдаст визуальный элемент отснятого компонента. Пленка может быть либо современным цифровым носителем, либо традиционной радиографической пленкой.
Современные цифровые носители могут представлять собой прямые цифровые решетки или люминофорные экраны.
Мы предпочитаем современные цифровые носители из-за многих преимуществ, таких как
Экономия времени и ресурсов
Многие рентгеновские системы имеют приспособление, позволяющее пользователю держать объект и манипулировать им. Это позволяет инженеру получить доступ к объекту под другим углом. По мере прохождения рентгеновских лучей через испытуемый объект, качество и интенсивность лучей будет снижаться. Это происходит из-за различной плотности испытуемого объекта. В результате на поверхности детектора появляются различные оттенки светлых и темных участков.
Это объясняет, почему трещина или щель в шарике припоя легко обнаруживается на рентгеновском снимке. Ее видимость объясняется тем, что припой имеет большую плотность по сравнению с воздухом, присутствующим в трещине. В результате уменьшенная плотность ослабляет интенсивность рентгеновских лучей. На рентгеновском снимке шарик припоя будет виден как светлая область, поскольку плотность припоя значительно уменьшилась. Щель также отобразится в виде темной трещины, где плотность рентгеновского излучения была снижена незначительно.
Применение рентгеновского контроля в PCBA
Благодаря совершенствованию технологии во многих отраслях промышленности используется автоматизированный рентгеновский контроль. Существуют производственные процессы, где безопасность имеет первостепенное значение. Как следствие, необходимо проводить тщательную проверку всех деталей, которые они производят.
Такие отрасли применяются при обнаружении примесей (стекло, металл, песок) в переработанных продуктах питания. Это также помогает оптимизировать процесс переработки и повысить выход продукции. Например, пищевая промышленность использует его для определения размера и идеального места для лучшей нарезки отверстий в сыре.
Когда производители хотят выпускать товар массово, также применяется рентгеновский контроль. В производстве электроники, например, рентгеновский контроль может помочь обнаружить дефекты на ранней стадии. В результате производители не будут использовать дефектную деталь в массовом производстве. Это приводит к значительной экономии средств. Это также спасает компании от подмоченной репутации, которая может возникнуть в результате массового производства бракованной продукции.
В целом, вот преимущества
Производители получают отзывы о своей продукции как можно раньше. Это позволяет им узнать, не испорчены ли материалы. Они также могут определить, не нарушена ли целостность технологических параметров.
Конструкторам не придется строить на основе дефектных деталей. В результате они получают возможность сэкономить ненужные расходы.
Методы рентгеновского контроля
Существует два основных метода, используемых в системе рентгеновского контроля для CSP и BGA. Это 2D (двухмерная) система и 3D (трехмерная) система.
Двумерный просвечивающий рентген
Этот процесс генерирует рентгеновские лучи в одной точке. Затем рентгеновские лучи проходят через PCBA. Этот процесс вызывает изображение на электронном детекторе. После завершения анализа вы получите изображение в цифровом формате на компьютере.
Конструкторы используют этот метод для односторонних плат и узлов, где точность имеет первостепенное значение. В медицине этот принцип используется при рентгеновском обследовании состояния сломанной кости. Аналогично, рентгеновская система 2 D отображает двухмерное изображение всего компонента с обеих сторон печатной платы.
Передача 3D-рентгеновского излучения
Инженеры используют 3D рентгеновское просвечивание для сложных двухсторонних печатных плат. Для 3D рентгеновского контроля необходимы два основных компонента: детектор и источник рентгеновского излучения. Детектор совершает круговое движение на 180 градусов.
Идея 3D рентгеновского просвечивания заключается в создании изображений различных поперечных сечений. Это достигается путем реконструкции серии двухмерных изображений. Рентген фокусируется сразу на одной особенности. Он размывает компоненты других особенностей, таких как паяные соединения. В результате 3D рентгеновское просвечивание позволяет остановиться на конкретном интересующем компоненте за один раз.
Испытуемый образец поглощает рентгеновское излучение, исходящее из автоматической рентгеновской трубки. На другой стороне аппарата находится детектор. В результате детектор получает оптическое изображение от камеры. Он также переводит рентгеновское излучение в видимый свет.
Исследуемый объект имеет различную плотность, атомный вес и состав. В результате степень поглощения лучей существенно различается. Это отразится на приемнике уникальным изображением. Так, места с более высокой плотностью будут иметь четкое теневое изображение. Это происходит потому, что поглощение рентгеновского излучения в этом месте сильнее.
Дизайнер может увеличить или уменьшить размер изображения. Это зависит от расстояния рентгеновской трубки до изображения.
Применение рентгеновского контроля заключается в обнаружении различных неисправностей и дефектов при изготовлении печатной платы. Вот некоторые дефекты, которые помогают устранить печатные платы:
Дефекты пайки: С помощью рентгеновского контроля производители могут обнаружить бесчисленные проблемы с пайкой. Примерами являются мостики припоя, открытые цепи, избыток припоя, холодная пайка, плохая пайка, недостаточная пайка, короткое замыкание припоя, пустоты припоя и т.д. Они даже могут получить доступ к качеству пайки.
Дефекты компонентов: Рентгеновский контроль также помогает проверить дефекты компонентов, такие как приподнятые выводы, неисправные компоненты, неправильно расположенные компоненты и отсутствующие компоненты.
Дефекты CSP и BGA: Сложность различных компонентов BGA и CSP делает их невидимыми для невооруженного глаза. С помощью усовершенствованного рентгеновского контроля разработчики могут обнаружить такие дефекты, как открытые соединения, неровности пайки и соединения BGA.
Заключение
Внедрение рентгеновского контроля в печатные платы является прорывом. Она помогает обнаружить дефекты на ранней стадии производственного процесса. Это экономит средства компании во многих отношениях. Кроме того, это гарантирует целостность каждого изготовленного компонента.
В заключение, вот исчерпывающее руководство по рентгеновской проверке печатных плат и ее применению в обрабатывающей промышленности.
Весной 2022 о заморозке своей деятельности на территории РФ заявили основные мировые производители программного обеспечения для компьютерной томографии (КТ). От «хорошей» жизни нам пришлось запустить проект разработки собственного КТ‑реконструктора совместно с командой Unicore Solutions.
Кратко — mission completed, получилось интересно и сейчас идёт активный этап отладки и сбора обратной связи. Статья посвящена одному из пользовательских кейсов для томографической реконструкции — реверс инжинирингу печатных плат.
Жми под кат, дабы погрузиться в суровый мир микротомографии и узреть красивые картинки реверс инжиниринга.
Мы разрабатываем и производим системы рентгеновской визуализации, в том числе настольные микротомографы. Подробно про метод рассказывал тут. Захват сырых данных мы делаем на своем железе через свое же ПО proDIS, но для реконструкции и рендера трехмерной модели использовали покупной софт (Siemens CERA, Volume Graphics VGSStudio). Минутка ностальгии с красивыми картинками – здесь.
Отлаживать новый программный продукт идеально на прикладных задачах. На выставке ExpoElectronica 2022 на наш стенд подошел представитель компании‑производителя плат по технологии LTCC – низкотемпературная совместно отжигаемая керамика. Люди в повседневной работе используют рентген‑телевизионную систему Nikon XTV160 для реверс инжиниринга импортных керамических многослойных плат и для контроля топологии собственных плат.
Насущная проблема реверса методом КТ – изображения соседних слоев накладываются друг на друга, теряется полезная информация. Заказчик достиг необходимого разрешения слоев на промышленном томографе Nikon XT H 320, однако его стоимость далеко за пределами бюджета, плюс под вопросом сама возможность поставки и обслуживания в РФ.
Кризис – время возможностей, и мы получили шанс помериться силами с мировыми грандами в области как железа, так и софта для томографии.
Пациент номер 1
Заказчик передал платы (микромодули) малого форм‑фактора 3.2×1.6 мм. На рисунках показаны их рентгеновские проекции. На боковой проекции видны 9 внутренних слоев металлизации, запечатанные между слоями керамики толщиной около 100 мкм и соединенные сквозными переходными отверстиями. Сложную пространственную топологию платы невозможно разделить на проекционных изображениях, требуются методы послойного анализа. Ламинография (томосинтез aka планарная томография) показала совсем неудовлетворительный результат (и на Nikon, и у нас), поэтому используем полноценную взрослую томографию.
Сбор датасета мы проводили на собственном настольном томографе ПРОДИС.Компакт (напряжение до 110 кВ, размер фокуса – 2 мкм, детектор 6,7 МП, пиксель – 50 мкм). Реконструкция проекций в собственном ПО, визуализация программах со свободным доступом ImageJ и TomViz.
Томография на Nikon XTV160
Оказалось, что слои металлизации имеют сложную пространственную конфигурацию, поэтому при 2D‑отображении неизбежно возникает наложение топологии. Ниже примеры срезов томограммы на Nikon и нашем томографе. На момент исследования в июне‑июле реконструктор еще был сыроват, поэтому на изображениях заметны артефакты. Сейчас мы научились их компенсировать автоматизированной калибровкой геометрии, но ради исторической правды показываем оригиналы.
Несмотря на заметные артефакты реконструкции, полученное пространственное разрешение и разделение слоев металлизации оказались достаточными для восстановления топологии. Заказчик остался доволен и приехал в гости, чтобы передать более сложные образцы.
Пациент номер 2 — тяжелый случай
На втором этапе заказчик предоставил для оценки внутренней структуры импортный смеситель частот с габаритными размерами 7,62х6,35х0,9 мм, на основе многослойной керамической платы, изготовленной по технологии LTCC. На Nikon ранее была визуально оценена внутренняя структура и основные геометрические размеры: 8 керамических слоев толщиной ≈ 110 мкм, ширина проводника ≈ 100 мкм, диаметр межслойных переходов ≈ 140 мкм.
На следующем этапе заказчику было необходимо рассмотреть послойную структуру платы. Для этого была проведена съемка на томографе ПРОДИС.Компакт, получена томограмма и проведена реконструкция в нашем ПО proDIS с дальнейшей визуализацией в ПО ImageJ. Качество полученных срезов томограммы многослойной керамической платы позволило заказчику разделить структуру платы на отдельные слои, которые представлены на рисунке:
Из набора 2D-срезов построена трехмерная модель керамической платы. Красотища!
Профит производителя — уменьшен срок разработки аналога с учетом собственных технологических возможностей, все довольны.
Данных получилось много, шустрый рендер такого массива — уже следующий челлендж. Мы же не хотим, чтобы заказчики встретили пенсию, смотря в экран. 2D-срезы обрабатывать одно удовольствие, а вот когда до визуализации дело дойдет — придется попотеть.
В общем — каждому производству по томографу! Наличие томографии и полноценная аналитика внутренней структуры объекта, может помочь как с изделиями «сторонних производителей», так и в задачах контроля различных этапов технологического цикла изготовления собственных продуктов.
Да, кстати, для ВУЗов мы планируем академическую лицензию. Поддержим отечественную науку, чем сможем.
Надеюсь, вам было интересно; пишите — возможно еще что-нибудь интересное отреверсируем;)
Многофункциональная установка рентгеноскопической инспекции XSCAN H100-OCT разработана для использования на предприятиях электронной промышленности. Установки данной серии применяются для 2D и 3D инспекции качества монтажа любых SMD и THT компонентов, в том числе ИМС в корпусах BGA, BGA, CSP, Flip-Chip, FPCB. Также установки используются на входном контроле для проверки качества изготовления полупроводниковых микросхем, аккумуляторных батарей и других изделий электроники.
Основным преимуществом оборудования XAVIS является применение плоскопанельных цифровых детекторов собственного производства для получения качественного изображения с высокими разрешением и контрастностью совместно с источником излучения от ведущего мирового производителя «Hamamatsu Photonics» (Япония). Закрытый источник не нуждается в ежемесячном обслуживании в отличии от систем с открытой трубкой. Срок службы мишени при применении источника закрытого типа достигает 20 000 часов. При работе в системах с источником открытого типа мишень необходимо заменять после 5000 часов работы, лампу – через 500 часов работы и т.д. плюс обслуживание системы охлаждения. Срок службы источника закрытого типа достигает 10 лет.
Рентген XSCAN H100-OCT оснащён мощным программным обеспечением от мирового лидера в сфере создания ПО для 3D-исследований — корейской компании 3DII, которая базируется в Сеульском Государственном Университете. Данное программное обеспечение используется в электронике, автомобилестроении, медицине и других областях. Это полноценная быстродействующая компьютерная 3D-томография, а не послойная ламинография, которую предлагают многие другие производители рентгенов за отдельную плату, и она входит в базовую комплектацию. Это ПО позволяет в считанные минуты создавать полную 3D-модель объекта размером до 330х330 мм и исследовать послойно в любой свободно выбираемой плоскости хоть весь объект, хоть его часть. За быстродействие отвечает отдельная рабочая станция на базе процессора Intel® Core™ i7, 16 Гб ОЗУ и ОС WIndows 10 на SSD-диске.
Помимо этого, в XSCAN H100-OCT установлено ПО полуавтоматической инспекции для ускорения и большей автоматизации в поиске и подсчёте количества пустот в паяных соединениях. Оператор самостоятельно задаёт допустимый процент пустот для конкретных изделий, а машина их определяет, подсчитывает, сравнивает с заданным значением и выводит на экран результат. По итогу исследования формируется отчёт, содержащий графический материал и таблицы с данными. Отчёт можно сохранить локально или в сети и вывести на печать.
Установка оснащается системой светодиодной индикации области инспекции и внутренней видеокамерой для удобства оператора. Перемещение исследуемого образца осушествлятеся при помощи моторизированной системы и выносного пульта управления.
Электромеханическая система рентгена XSCAN H130-OCT обладает самым большим в своём классе количеством степеней свободы. Всего их 7: перемещение стола в трёх осях (X1, Y1 и Z1), вращение стола (R), наклон детектора (T) и перемещение детектора (X2 и Y2). Благодаря автоматической системе наклона детектора, образцы можно проверять под свободно выбираемым углом зрения от 0 до 60°. Перемещение детектора по осям X2 и Y2 необходимо для поиска наиболее чёткого изображения с меньшим количеством шумов, и такая опция, как правило, имеется только у ренгенов высшего класса. Управляющее программное обеспечение выводит изображение на два широкоформатных дисплея диагональю 27 дюймов каждый. Одновременно с видеоизображением, которое получает система с внутренней видео камеры, выводится изображение полученной с детектора рентгеновсеих лучей.
Программное обеспечение обладает множеством инструментов по обработке полученного изображения (более 20 инструментов). Опционально доступен программно-аппаратный модуль, превращающий установку в автоматическую систему рентгеноскопической инспекции.
Оформить заказ на нашем сайте легко. Просто добавьте выбранные товары в корзину, а затем перейдите на страницу Корзина, проверьте правильность заказанных позиций и нажмите кнопку «Оформить заказ» или «Быстрый заказ».
Для категорий товаров интернет-магазина доступна оплата заказов физическими лицами с использованием пластиковых платежных карт систем Visa, MasterCard, Maestro, МИР.
Также для оплаты товаров интернет-магазина доступна оплата заказов юридическими лицами по безналичному расчету.
Для категорий технологического оборудования и прочих товаров стоимостью свыше 300.000 рублей доступна оплата по безналичному расчету.
Условия доставки требуют согласования с целью достижения наилучших условий по сроку доставки и обеспечения сохранности товаров.
Доставка товаров осуществляется за счет покупателя силами транспортных компаний либо на условии самовывоза со склада ООО «Новые Технологии» в Санкт-Петербурге.
Единый телефон сервисного центра и офиса «ООО Новые Технологии»: 8 (812) 448-53-24




")

