
- Сверло для высверливания точечной сварки. Как заточить?
- Физические принципы процесса
- Сверло для высверливания точечной сварки (как заточить своими руками), приспособления, фреза , коронка
- Особенности сварки током обратной полярности
- С чего начать сварку металла инвертором?
- Что такое сварочный шов и как его сделать?
- Техническое оснащение домашнего сварщика
- Заключение
Сверло для высверливания точечной сварки. Как заточить?
Точечная сварка очень широко распространена и повсеместно используется практически во всех сферах промышленности и не только. Однако нередко возникает задача, суть которой заключается не в точечной сварке, а, наоборот, в ее удалении. Чаще всего с данной процедурой сталкиваются автовладельцы, в процессе замены или ремонта кузовных деталей и т.д.
Специально для решения данной задачи были созданы специализированные сверла для точечной сварки повышенной прочности. С их помощью снять деталь, сваренную точечным методом, достаточно легко. Продаются они по высокой цене, но она с лихвой окупается их возможностями и функционалом. Стоит отметить, что сверла, при наличии специализированного оборудования, неоднократно можно подвергать заточке.
https://www.youtube.com/watch?v=dyacTSMYRm4
Начинающие кузовщики часто задаются вопросом, как правильно снять деталь (крыло, порог) при замене, если этот элемент крепиться не на болтах или саморезах, а на заводской точечной сварке. Вот тут, нужно сразу определиться, а для чего это нужно. Если снять и выбросить, то тут не нужно долго думать, а сразу болгарку или зубило и рубите как хочется, но не везде…
В местах, где ремонтная деталь подкладывается под метал, к примеру, порог задвигается под среднюю стойку и под крылья спереди и сзади, вот там нужно аккуратно высверлить места точечной сварки.
В этой статье я расскажу и покажу на фото, как правильно, а главное чем и как высверливать такие сварные места на примере замены порога. Принцип и саму технологию, конечно можно применять и к другим навесным деталям кузова, которые крепятся точечной сваркой.
Не зная о существовании специальных приспособлений, я затачивал простые сверла ровно, чтобы они обрезали металл вокруг сварочной точки от контактной сварки, ох и намучился я с ними, вам скажу! Но не будем о грустном, а перейдем к самой процедуре снятия порога (под замену) с использованием специальных сверл для высверливания точечной сварки.
Инструменты и приспособления для высверливания точечной сварки
Для того, чтобы снять порог я использую:
- болгарку (малую) с регулятором оборотов, к ней диск отрезной (толщиной 1,2 мм – оптимальная толщина для работы с металлом автомобиля) и болгарку с зачистным диском (6 мм толщиной),
- клещи,
- тонко заточенное зубило,
- коронку для высверливания точечной сварки,
- дрель,
- керн,
- сверло диаметром 2 мм (можно 3) это не существенно,
- шуруповерт.

Спросите, почему так много всего? Ответ довольно прост – чтобы не переставлять сверла, и не менять диски на болгарке.
Итак, начинаем снимать порог
Сначала нужно отсверлить, те места, где впоследствии будет подставляться новый порог – средняя стойка, сапожок заднего и переднего (если оно не съемное) крыла.
Вот для этого нам понадобятся специальные сверла для высверливания точечной сварки.
Полностью это приспособление называется «коронка с оправкой для высверливания точечной сварки». Коронка это и есть те «зубчики», которые режут металл, а оправка, это утолщение на ней, для придания жесткости и удержания двух противоположно расположенных коронок.

Купить в простом магазине инструментов их проблематично. Поэтому, я заказываю такие коронки в интернет-магазине.
Как видите, можно использовать и сверло, и коронку, но для себя я выбрал и использую коронку, о которой и расскажу.
Кузов любого транспортного средства не является монолитным, а включает большое количество элементов, объединенных между собой в одну конструкцию, причем это производится благодаря точечной сварке. Если требуется снять тот или иной элемент, то прибегают к специальному сверлу, рассчитанному на точечную сварку.
Чтобы работать с кузовом автомобиля было как можно проще, следует убрать с его поверхности герметизирующий состав, краску, а также все дополнительные покрытия — это позволяет довольно хорошо наблюдать точки, где производились сварные работы. Стоит отметить, что профессиональные работники мастерских, занимающихся кузовами транспортных средств, далеко не всегда снимают саму краску.
Проще всего высверлить точечную сварку, так как данная технология является одной из наиболее удобных и довольно аккуратных методов, связанных с разъединением точечно сваренных деталей. Фреза должна идти только на минимальных оборотах, так как при их повышении коронки будут нагреваться чересчур быстро, станут затупляться. Тупое сверло прекратит нормально работать, вместо этого оно будет скользить по металлу.
Применение низких оборотов позволяет держать весь процесс высверливания под своим контролем, к тому же намного сокращается вероятность возможного повреждения нижележащей панели. Заточку сверла, как и количество оборотов, выбирают в зависимости от того, насколько прочная сталь кузова. Чем она будет тверже, тем меньшее количество оборотов нужно будет выставлять.
Стоит отметить, что максимальный диаметр сверла в данном случае находится в промежутке от 7 до 9,5 мм. Для высверливания точечной сварки следует брать сверло, имеющее довольно большой кончик — это позволяет с первого раза удалить провар, а отверстие в дальнейшем заваривается довольно легко.Еще одним положительным качеством широкого кончика является не слишком высокая точность работы, потому что подобное сверло держать строго перпендикулярно просверливаемой поверхности совершенно необязательно. Кроме того, оно не требует регулярной заточки.
В принципе, при желании можно отыскать в продаже сверла, обладающие еще меньшим диаметром, однако такие изделия удержать прямо, в строго перпендикулярной плоскости будет практически невозможно. Чтобы не допустить такого дефекта, многие пользуются особой конструкцией, позволяющей добиться наиболее эффективного результата: она подразумевает зажим сверла в небольшом патроне, который позволяет добраться даже до наиболее труднодоступных участков.
Когда точечная сварка будет полностью удалена, начинают демонтировать сам кузовной элемент. Проделать такое не слишком сложно: достаточно срезать заклепки, удалить «бабочки» и открутить болты. После этого деталь отойдет сама по себе.Стоит отметить, что в последнее время вместо высверливания пользуются плазменной резкой.

Благодаря ей участки точечной сварки попросту прожигаются по всей толщине железных элементов. Стоит отметить, что данная технология довольно дорогая, поэтому используют ее только в исключительных случаях: большинство специалистов, которые специализируются на кузовных работах, все-таки отдают предпочтение сверлу.
Специалистам по кузовному ремонту известна ситуация, когда необходимо снять элемент конструкции автомобиля, прикреплённый к смежным деталям путём точечной сварки. Гидропробойником удаётся воспользоваться далеко не всегда, поэтому наилучший вариант – специальное сверло для высверливания точечной сварки, установленное в патрон электродрели.
Довольно большое распространение получила технология точечной сварки. Это связано с повышением качества соединения и надежности получаемого шва, а также высокой производительности, которую можно достигнуть при применении подобной технологии. Многие автовладельцы и мастера встречаются с ситуацией, когда нужно провести демонтаж приваренного элемента без его повреждения.
Сверло для высверливания точечной сварки
Точечная контактная сварка давно применяется при соединении металлоконструкций. Для автомобилестроения применение роботизированной точечной сварки стало настоящим спасением — вместо несущих рам, появилась возможность производить недорогие несущие кузова, по прочности и безопасности превосходящие старые технологии.
При необходимости ремонта такого изделия обычно пользуются методом высверливания точечной сварки. Этот метод имеет следующие достоинства:
- технологичность;
- дешевизна;
- скорость;
- доступность даже для гаражных мастерских.
Сварка точечной техникой является достаточно популярной и широко используемой вне зависимости от промышленной сферы и других факторов. Наряду с процессом точечной процедуры, достаточно важным вопросом является, как её удалить.
Зачастую, чтобы справиться с этой проблемой, специалисты используются специальные сверла для высверливания точечной сварки. Оно может использовать в машиностроении – заменить или отремонтировать кузов, убрать элемент, сваренный точечной технологией и т.д.
Физические принципы процесса
До того, как научиться сварке самостоятельно в домашних условиях, новичок-электросварщик обязан получить представление о базовых принципах электродуговой сварки (далее по тексту – ЭС) и усвоить теоретические азы сварки инвертором или сварочным трансформатором, чтобы не варить «в слепую», не понимая сути выполняемой работы.
Данная методика основывается на расплавлении кромок соединяемых элементов за счет температуры электрической дуги (далее по тексту – ЭД), загорающейся в пространстве между электродом и основным металлом. ЭД представляет собой длительный разряд высокой мощности в газовой среде между электродом и основным металлом. Температура горения ЭД достигает 7000 град. Ц, что превосходит параметры плавления существующих конструкционных металлов и их сплавов.
Инициирование и горение ЭД протекают в следующей последовательности:
- При соприкосновении стержня сварочного электрода с подготовленной кромкой изделия под воздействием электромагнитного поля создается режим короткого замыкания в сварочной электрической цепи.
- При отводе электрода от кромки изделия на 2-4 мм под воздействием электромагнитного поля зажигается ЭД. Горящая дуга обеспечивает преобразование электрической энергии в тепловую, мощности которой достаточно для расплавления конца электродного стержня и кромки свариваемого металла.
- При устойчивом режиме горения ЭД происходит стабильное плавление материала электродного стержня и металла детали/заготовки. Капли расплавленных металлов образуют в зоне плавления так называемую сварочную ванну, представляющую собой слой расплавленного металла на поверхности изделия.
- Вместе со стержнем электрода плавится покрытие электрода, создавая газовую либо газошлаковую защитную оболочку вокруг сварочной ванны и самой ЭД, изолирующую их от воздействия атмосферного азота и кислорода.
- После твердения и кристаллизации сварочной ванны образуется прочное неразъемное сварное соединение.
- По мере продвижения ЭД и кристаллизации сварочной ванны образуется сварной шов, непосредственно связывающий обе детали.
- поз. 1 – покрытие электрода, обеспечивающее газовую защиту сварочной ванны;
- поз. 2 – сварочный электрод;
- поз. 3 – газозащитная оболочка, образованная при испарении покрытия электрода;
- поз. 4 – локальная зона расплава стержня электрода и металла заготовки;
- поз. 5 – заготовка;
- поз. 6 и 7 – поверхности сварного шва. Темным оттенком поз. 7 выделена застывающая, более холодная, часть сварного шва
На практике электросварка для начинающих реализуется следующим образом:
- зажигается ЭД с последующим поддержанием ее определенной длины;
- выполняются манипулирования электродом, чтобы придать шву нужную форму;
- электрод перемещается по направляющей линии наложения сварного шва;
- прекращение сварочного процесса.
Сверло для высверливания точечной сварки (как заточить своими руками), приспособления, фреза , коронка
Как варить сварочным инвертором знает любой сварщик. Инверторная сварка в своей основе имеет вполне себе классический принцип. Металл инвертором сваривается от высокой температуры электрической дуги. Чтобы между электродом и металлической деталью появилась дуга, их нужно подключить к разным полюсам.
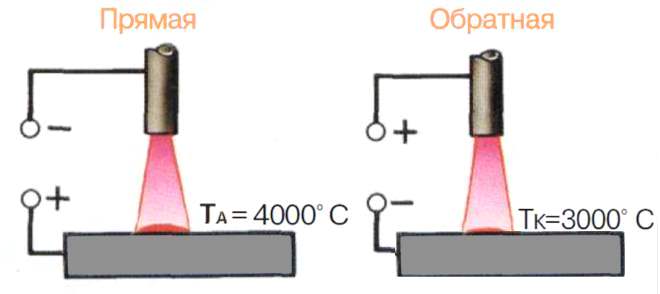
Выбор плюса или минуса для электрода и металла зависит от того, какой толщины деталь, подлежащая сварке. Существует разделение на прямую и обратную полярность или электрод-отрицательную и электрод-положительную. Последнее наименование разновидностей полярности более понятно. При прямой или электрод-отрицательной полярности сварочный электрод подключается к минусу, а свариваемая металлическая деталь – к плюсу. Если поменять их местами, будет обратная полярность или электрод-положительная.
Между этими двумя видами соединений существует разница. Сварочный электрод либо деталь для сварки будут нагреваться больше, если к ним присоединить положительный заряд. Это происходит потому, что электроды в дуге перемещаются от минуса к плюсу, что делает температуру плюса более высокой. При сварке труб толще 3-х мм, целесообразней будет подключить к трубе положительный заряд.

Трубы такой толщины нужно значительно «разогреть» для получения хорошего шва. Поэтому, присоединив плюс к трубе, металл лучше расплавится, шов будет качественным и прочным. Если труба из тонкого металла, то положительным зарядом ее можно «сжечь», приведя тем самым в негодность. Поэтому, лучше к ней подсоединить минус.
Итак, на какие категории подразделяются данные материалы:
 электроды и присадочные прутки — к ним относятся электроды с кислым, целлюлозным, смешанным, рутиловым, основным и другим покрытием, а также неплавящиеся электроды;
электроды и присадочные прутки — к ним относятся электроды с кислым, целлюлозным, смешанным, рутиловым, основным и другим покрытием, а также неплавящиеся электроды;- проволока — бывает активированной, порошковой или сплошной;
- флюсы — подразделяются на электропроводные и защитные;
- газы — для поддержки горения, защитные, которые бывают активными и инертными, и горючие;
- керамические подкладки — используются для соединения стыковых, угловых и тавровых швов, бывают всепозиционными, круглыми и др.
Способы ЭС классифицируются по следующим основным техническим признакам:
- По уровню механизации ЭС подразделяют на три основных вида:
- ручную ЭС, в которой операции по зажиганию дуги, поддержанию ее в устойчивом состоянии и перемещению электрода выполняются сварщиком вручную без использования каких-либо механизмов;
- полуавтоматическую ЭС, характеризующуюся автоматизированной подачей сварочной проволоки в зону сварки (сварочный полуавтомат). Остальные операции выполняются вручную;
- автоматическую ЭС, в которой все операции выполняются в полном автоматическом режиме.
На рис. ниже показан сварочный полуавтомат инверторного типа, предназначенный для бытового применения. Аппарат обладает высокими функциональными возможностями и простым обслуживанием, допускающим сварку металла для начинающих даже при сложных сварочных работах, например, сварку тонкого листа нержавейки.
- По типу используемого электрода:
- при ЭС плавящимся электродом сварочная ванна создается за счет плавления стержня электрода и кромок основного металла;
- при ЭС неплавящимся электродом ванну заполняет расплавленный металл свариваемых частей.
- По варианту защиты сварочной ванны, обеспечивающей оттеснение атмосферного воздуха от зоны горения ЭД (кислород, азот и водород, содержащиеся в воздухе, существенно ухудшают качество металла шва в случае проникновения в расплав сварочной ванны):
- ЭС под флюсом;
- ЭС в газовой среде;
- ЭС на открытом воздухе.
- По составу защитной газовой среды. Для газовой защиты применяют углекислый газ, иногда азот (при ЭС меди), аргон и гелий (для сварки легированной стали, алюминия, титана) и смеси газов.
- По роду применяемого электротока – ЭС переменным или постоянным током.
Ручная ЭС допускает любые пространственные положения накладываемых сварных швов. В зависимости от ориентирования деталей, типа шва и его пространственного расположения зависит техника выполнения сварки, которой необходимо пользоваться сварщику. Выделяют следующие пространственные положения швов при ориентировании заготовок:
- поз. а — нижнее положение, когда сварочный шов расположен на горизонтальной поверхности. Такое положение является наиболее удобным для заполнения сварочной ванны и контроля ее состояния, качество швов в нижнем положении самое высокое.
- поз. б – горизонтальный шов на вертикальной плоскости, для выполнения которого размер сварочной ванны стараются выполнять минимальной, а дугу поддерживают максимально короткой;
- поз. в – вертикальный шов, который варят движением снизу вверх, хотя на тонком металле предпочтительнее движение сверху вниз, чтобы он меньше прогревался во избежание прожига;
- поз. г – потолочный шов, самый сложный по исполнению. Стекание расплавленного металла вниз составляет основную проблему сварки для начинающих исполнителей. Образно выражаясь, у сварщика должна быть «набита рука», чтобы быстро проварить шов на увеличенном токе.
Ручная сварка для новичков изобилует разнообразными дефектами сварных швов из-за отсутствия опыта и пробелов в познании нехитрых секретов сварочной работы.
![]()
. Их различают по размерам (микротрещины и макротрещины), они могут появиться в ходе сварки либо после нее. Трещины присутствуют как в металле шва, так и в основном металле, что может привести к разрушению сваренной конструкции. На рис. ниже показана продольная макротрещина, из-за которой дефектное соединение подлежит исправлению.
Работа по удалению трещины весьма трудоемкая и проводится в следующей последовательности:
- металл в начале и конце трещины рассверливается, чтобы исключить ее дальнейшее распространение;
- дефектный участок шва удаляется (вырубается или вырезается);
- расчищенный участок соединения заново заваривается.
https://www.youtube.com/watch?v=Jpdp2S2SGCY
В числе других дефектов сварки, ослабляющих сварные швы и сами соединения, выделяют следующие:
- кратеры, представляющие собой углубления на месте обрыва ЭД;
- подрезы – углубления на границе перехода основного металла к сварному шву, ослабляющие соединение за счет уменьшения сечения шва и возникновения очагов концентрации внутреннего напряжения;
- поры – газовые пузырьки в металле шва;
- непровары – участки с несплавленными между собой слоями шва либо основного металла с наплавленным. Характеризуются незаполненным сечением шва;
- прожоги – сквозные проплавления шва, через которые жидкий расплавленный металл вытекает из сварочной ванны;
- шлаковые включения, приводящие к образованию очагов концентрации напряжения.
Особенности сварки током обратной полярности
- Максимальный показатель силы тока. Данный показатель определяет толщину металла, с которой способен справиться механизм – чем больше величина, тем легче справиться со сваркой.
- Мощность. Более мощный агрегат требует дополнительного питания от сети. Важно учесть цели, для которых полуавтомат будет использоваться, требуется ли для них постоянное напряжение.
- Режимы работы. Дополнительные функции повышают стоимость. Так некоторые модели полуавтоматов могут использовать электродную, дуговую или сварку переменным током.
- Металл. Для соединения некоторых видов металла может потребоваться наличие определенных режимов или комплектующих.
- Качество шва. Ответственные швы, такие как в водопроводных трубах, не должны допускать протечек. При сваривании металлической ограды особое внимание уделяется внешней красоте соединения.
- Производитель. Качество продукции известных марок проверено годами. Обязательно предоставление гарантии от производителя.
Рейтинг выделяет бюджетные версии сварочных полуавтоматов, которые доступны для покупки простым потребителям.
Кроме изучения, как правильно варить сваркой, нужно знать, что она имеет ряд преимуществ и недостатков. Качество работы напрямую зависит от оборудования. Чем оно дороже – тем мощнее и качественнее. Ручные аппараты должны выполнять следующие функции:
- соединять детали даже в труднодоступных местах:
- обладать возможностью сваривания во всех положениях;
- сваривать все типы металла.
Кроме этого, данный аппарат имеет и некоторые недостатки:
- низкий коэффициент полезного действия в сравнении с другими технологиями;
- качество совмещение металла напрямую зависит от умения сварщика;
- при работе возникаю вредные испарения и искры, негативно влияющие на зрение.
Касаемо последнего пункта: электродуговая сварка требует специальной формы одежды оператора и использование специальных очков и маска «хамелеон», которая защищает зрение, но при этом обеспечивает хорошую видимость.
Ручная ЭС является наиболее распространенным способом электросварочных работ в бытовых условиях. Доступность сварочной аппаратуры бытового класса открывает широкие возможности применения ручной сварки электродом для начинающих мастеровых, возжелавших собственноручно сварить ажурные решетки для окон дачного домика или подварить крыло старого автомобиля.
Отличительной особенностью ручной сварки для начинающих является необходимость поддержания процесса устойчивого горения дуги, в ходе которого ЭД непрерывно горит без преобразования в другие виды электромагнитных разрядов.

Электросварка для чайников, как опытные мастера-профи иронично называют «сварных», лишь недавно взявших в руки держатель электродов, осложнена отсутствием практических навыков и приемов, необходимых для формирования стабильно горячей дуги и получения качественного соединения деталей.
И хотя в большинстве случаев бытовое применение ручной ЭС не требует особо высокого качества шва, новичку не следует работать по сборке водопровода в квартире, сварке трубы топливной системы дома, ферм перекрытия и других ответственных конструкций.
Изменяя тип подключения, можно сконцентрировать нагрев или на свариваемой детали или на электроде (перемещая анодное пятно). За нагрев отвечает плюсовое гнездо, поэтому при прямом подключении, когда плюс присоединен к металлу наблюдается больший нагрев сварного соединения, а при обратной полярности больше греется электрод.
Благодаря этой особенности мы можем выбирать схему подключения исходя из:
- Толщины металла. Если мы свариваем толстые детали или средней толщины, то подойдет прямое подключение, при котором тепло, сконцентрированное на изделии поможет получить более глубокий шов и качественный провар. Также этот вид подключения подходит для отрезания металлов различной толщины. Тонкие металлы лучше всего сваривать при обратной полярности, концентрируя большую часть тепла на электроде. Таким образом деталь не будет поддаваться перегреву, а сам электрод будет плавиться быстрей.
- Типа металла. Возможность изменять локализацию теплового пятна помогает подобрать наиболее эффективные схемы работы для различных металлов. К примеру, если мы варим нержавеющие стали или чугун, то необходимо обратное подключение, помогающее избежать перегрева сплава и формирования тугоплавких соединений. Для алюминия необходимо прямое подключение иначе пробиться через окислы будет очень сложно. Перед началом работ внимательно изучите рекомендации по настройки аппарата к конкретному сплаву.
- Типа электрода или проволоки. Как и металлы, электроды имеют свои особенности температурных режимов, в большей степени связанных с типом флюса. К примеру, для работы с угольными электродами нельзя использовать обратную полярность иначе флюс перегреется и электрод придет в негодность. Чтобы подобрать настройку, подходящую для вашего электрода смотрите на тип проволоки и флюса или воспользуйтесь рекомендациями производителя. Говоря о проволоках для полуавтоматов, то они тоже имеют рекомендации, относительно подключения минуса и плюса аппарата.
Теперь вы знаете, что может повлиять на настройки подключения. Бывают случаи, когда металл требует одних, а электрод совсем других настроек. В таких случаях следует искать компромиссы, подстраивая силу тока и рабочие циклы.
Прямая полярность при работе с постоянным током имеет ряд особенностей. Некоторые из них, мы уже перечислили, на остальные стоит обратить особое внимание:
- сварной шов получается глубоким, но достаточно узким.
- подходит для большинства сталей, толщиной от 3-х мм.
- цветные металлы с применением вольфрамового стержня варятся только прямой полярностью.
- характеризуется стабильной дугой и как следствие – более качественным швом.
- запрещено использовать электроды для сварочных аппаратов переменного тока.
- лучше подходит для резки металла.
Как и прямая, обратная полярность при сварке инвертором имеет ряд особенностей, зная которые вы сможете избежать ряда ошибок, свойственных новичкам. Стоит выделить такие особенности:
- при сварке постоянным током на обратной полярности шов получается менее глубоким, но более широким
- отлично подходит для сваривания тонких металлов и средней толщины. При работе с толстыми заготовками качество шва резко снижается.
- запрещено работать обратной полярностью с электродами, чувствительными к перегреву.
- при низких токах наблюдается значительное снижение качества сварного шва из-за скачущей дуги.
- помимо обратного подключения, для работы с высоколегированными сталями следует строго придерживаться рекомендаций о рабочем цикле и остывании заготовки.
С чего начать сварку металла инвертором?
Как правильно варить сваркой – разобрались. По стандартам, основные ошибки делятся на 6 критериев:
- несоответствие размер и форм;
- наличие пустот и полостей;
- трещины;
- непроваренные участки;
- твердые включения;
- прочие дефекты.
Чтобы все получалось быстро и качественно, предлагаем ознакомиться с самыми распространенными ошибками сварки металла, которые совершают новички:
- Выбор неверной длины дуги – самая частая оплошность, которую допускают новички и не очень опытные мастера. При короткой длине поверхность сплавления получается неравномерной и слишком грубой. При этом шов получается не качественным из-за большого содержания шлаков. Когда дуга наоборот, длинная, сваривание получается неравномерным, с большим количеством разбрызгиваемых капель металла. Кроме этого, большое расстояние электрода и детали способствует нестабильности дуги, что провоцирует «пробелы» в шве.
- Неправильная скорость управления аппаратом. При быстром перемещении проводника получается неравномерный валик, который содержит много шлаков. Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
- Не так установленные настройки на аппарате. Важно установить ампераж, в соответствии с типом рабочего изделия и размером проводника. При низком ампераже дорога будет тонкой и неравномерной, что приводит в неполному сплавлению. Что касается чрезмерно высокого напряжения, то дорожка в итоге выходит плоская и плотная, содержащая большое количество шлака.
- Некачественная подготовка поверхности. Недостаточная очистка от остатков лакокрасочных изделий, масла, жира или пыли приводит к «пробелам» и неровностям дорожки. В результате полоса будет хлипкой, что в будущем приведет к деформации данного изделия.
- Наклон проводника также играет важную роль в создании плотного и надежного соединения. При сильном наклоне по отношению к горизонтали получается неравномерная дорожка с острыми чешуйками. Если же его поставить слишком прямо, то есть перпендикулярно, тогда чешуйки получаются слишком плотные и создают высокий валик с большим количеством шлака.
Кроме описанных технических недочетов, часто результатом неудачного совмещения становится неисправный аппарат, несоответствие тока и материала, неправильно подготовленная рабочая поверхность и другие правила сварки, которые следует учитывать.
В завершении стоит отметить, что при электродуговой сварке электродом надо учитывать ряд критериев, от которых будет зависеть результат. Самое основное – это создание качественного и ровного шва. Для этого требуется знать, как правильно варить металл и гармонично сочетать несколько факторов:
- ампераж;
- тип электрода;
- наклон рабочего изделия;
- высота дуги;
- скорость перемещения аппаратом.
При полном соответствии всех критерий получится качественное неразъемное сплавление, которое прослужит долгие годы без поломок и деформаций.

Технология сварки – это та база, которую необходимо досконально изучить. К практике рекомендуется приступать тогда, когда начинающий мастер полностью ознакомится с теоретическим фундаментом. А зная, как правильно сваривать металл, на практике остается только отточить мастерство.
Первые попытки самостоятельной работы доморощенных «сварных», получающих сведения о способах ведения сварки только со страниц Интернета, сопровождаются типовыми ошибками, характерными для всех новичков:
- Неправильный выбор сварочного оборудования
В этом случае неопытному работнику не удается определиться с оптимальным режимом сварки и настроить сварочный аппарат таким образом, чтобы получить удовлетворительные результаты. Не обеспечивается нужная полярность для работы с выбранными электродами, не удается выставить ток нужной силы. Элементы конструкции либо не провариваются в нужной степени, либо прожигаются.
- Работа без пробных швов
Практика накладывания нескольких пробных швов распространена среди опытных сварщиков, чтобы проверить правильность настройки аппарата и не испортить собираемые детали. В процессе сварки пробных швов регулируют силу тока и определяются с типом и размером электрода.
- Отсутствие практических навыков, соответствующих сложности работы
Отсутствие опыта сопровождается применением электродов, не соответствующих данному виду сварки, и неправильным исполнением определенных манипуляций, сопровождающих ручную ЭС:
- вместо электродов, предназначенных для сварки переменным током, применены электроды для аппаратуры постоянного тока;
- применены электроды несоответствующего диаметра, например, вместо так называемой «двойки» (электроды диаметром 2 мм) использованы электроды диаметром 3-4 мм;
- не соблюдается правильный наклон электрода;
- не поддерживается постоянная скорость сварки;
- излишне длинная дуга;
- не обеспечивается устойчивое горение ЭД.
Как пользоваться сварочным инвертором? Сначала нужно позаботиться о безопасности. Для сварки нужно приобрести маску, закрытые ботинки и перчатки из толстой кожи, плотную одежду. Ваше обмундирование должно вас защищать от искр. Помимо средств индивидуальной защиты, нужно позаботиться о безопасности окружающих вас людей и предметов.
Если вы собираетесь «варить» дома либо в иных местах, где могут появится люди без специальной защиты, следует их об этом предупредить. Если это все-таки произошло – немедленно прекратите сварку. Очистите пространство вокруг места сварки от лишних предметов, легковоспламеняющихся предметов и жидкостей, которые могут спровоцировать пожар или взрыв.

Металл, который вы собираетесь «варить», должен быть подготовлен. Его необходимо очистить от лишнего: ржавчины, краски. Кромки должны быть обработаны растворителем. На них не должно быть остатков жира или краски.
Далее подключаем куда необходимо сварочные кабели, выбираем нужный электрод, выставляем величину тока. В таблице ниже указано как подобрать нужный электрод. Диаметр электрода зависит от толщины изделия, подлежащего сварке. Приведены рекомендуемые значения.
| Толщина металла, мм | 2 | 3 | 4-5 | 6-8 | 9-10 |
| Диаметр электрода, мм | 2 | 3 | 3-4 | 4 | 4-5 |
| Ток сварки, А | 50- 60 | 110- 120 | 110-120 (при d=3MM) 140-160 (при d=4MM) | 140- 160 | 140-160 (при d=4MM) 225-300 (при d=5MM) |
Что такое сварочный шов и как его сделать?
Обучение электросварке представляет практический процесс, который требует определенной подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
- Возможность ожогов брызгами расплавленного металла;
- Отравление токсическими выделениями при высоких температурах;
- Возможность поражения электрическим током;
- Травмирование глаз при несоблюдении требования надевать защитные очки.
Правильный выбор экипировки и оборудования для электросварки является залогом безопасности процесса. Для проведения сварочных работ потребуется:
- Костюм из плотной ткани, полностью закрывающий тело, руки и ноги;
- Для защиты глаз могут применяться специальные очки, но рекомендуем обратить внимание на маски. Они также защитят лицо и более безопасны при сварочном процессе;
- Качественное оборудование для сварки;
- Электроды;
- Ведро воды для устранения возможных возгораний;
- Правильно выбранное место для сварки. Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным видам:
- Трансформатор, который преобразует переменный ток для сварочных работ. Данный вид сварочных аппаратов часто не дает стабильную электрическую дугу, но съедает много напряжения;
- Выпрямитель преобразует в постоянный ток из потребительской сети. Данные аппараты позволяют получить электрическую дугу высокой стабильности;
- Инвертор позволяет преобразовать ток из бытовой сети в постоянный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высокой производительностью.
Cварка для начинающих: видео уроки — смотрите и изучайте нюансы.
Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Технология сварки инвертором подразумевает обязательное использование этого устройства для работы. По своей сущности инвертор представляет собой устройство, которое превращает переменный ток из нашей обычной розетки 220 В в постоянный, при этом изменяя частоту. Плюс еще и в том, что такое серьезное устройство очень экономно расходует вашу электроэнергию и заметно не изменяет показатель напряжения.
Существует аппараты-инверторы, которые работают при напряжении 380 В. Сварка трёхмиллиметровым электродом будет возможна и при напряжении 170 В. Но это лучше проверить в инструкции по эксплуатации конкретного вида инвертора. Такое низкое напряжение обычно характерно для деревень, небольших поселков.

Визуально аппарат представляет собой металлическую коробку, с индикаторами некоторых показателей: перегрева и питания, иногда есть решетки для лучшего охлаждения содержимого, с ремнем для удобной переноски и ручкой. Вес примерно 3-6 кг. На инверторе есть ручка, регулирующая сварочный ток, два отверстия для кабелей – плюс и минус.
Как выбрать сварочный инвертор? Довольно просто. Цены на инверторы вполне демократичные. Но ценовой диапазон присутствует. Покупать самый дорогой – не лучший вариант для человека, только познающего азы сварки инвертором. Работать сварочным инвертором производителя Ресанта удобно и продуктивно.
Отвечая на вопросы как пользоваться сварочным инвертором, как правильно варить сварочным инвертором и как научиться варить сварочным инвертором прежде всего нужно сказать о следующем. Перед тем, как правильно варить инверторным сварочным оборудованием обязательно внимательно прочтите как варить сварочным инвертором конкретного производителя.
Сварочный шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Сварочный электрод представляет собой металлический стержень, сердцевину, которая покрыта специальным покрытием, которое не дает кислороду попасть в область сварки (сварочную ванну). Стержень производится из токопроводящих металлов, чтобы электрический ток поступал непосредственно к свариваемой детали.
Процесс создания электрической дуги представляет собой соединение металлического стержня электрода с изделием. Специальное покрытие вокруг стержня электрода начинает гореть и плавится. При плавлении покрытия выделяются газы, которые окружают сварную ванну, защищая металл от кислорода в процессе сварки.
Сам процесс соединения металла имеет еще больше нюансов. Чтобы получить качественный шов, два свариваемых куска металла нужно нагреть до одинаковой температуры. Металл должен быть расплавлен на одинаковом расстоянии от края обоих изделий. Так как электрод плавящийся, при сварке его частицы «смещают» дугу ближе к шву, поэтому нужно постоянно приближать держатель поближе к изделию.
Чтобы шов получился шире, нужно «вырисовывать» им в процессе сварки различного рода рисунки: круги, зигзаги и прочие. Научится делать это с первого раза все равно будет непросто, хоть у сварочного инвертора и не «скачет» дуга.

В процессе сварки величину тока можно и нужно менять, если это требуется. Если вы видите, что при создании шва получаются не валики, а что-то типа размытых линий, то следует увеличить ток. Если же валики такие огромные, что становится сложно передвигать электрододержатель, показатель тока уменьшаем.
Если вы используете не только что приобретенные электроды, а те, которые были на хранении некоторое время во влажных местах, то их необходимо высушить около двух-трех часов при температуре примерно 2000 градусов.

-несколько раз ударить кончиком электрода об изделие;
-применить способ, аналогичный розжигу спички.
Чтобы наловчиться прокладывать шов, сначала можно отметить на металле предполагаемую линию. Отметьте так, чтобы вам было ее четко видно. Далее разжигаем дугу, и направляем ее к отметке до упора. Там начинает плавится металл и все это покрывается шлаком, как было сказано выше. Это и есть сварочная ванна, это ее нужно двигать, «вырисовывая» рисунки, как показано на рисунке выше.
Двигать сварочную ванну электродом нужно под определенным углом. Существует два отличия как сваривать детали: под углом вперед и под углом назад. Первый вид позволяет варить с меньшей теплотой, что отлично подходит для тонких металлов. Соответственно, второй вид сварки характерен для толстых металлов.
Помимо всех вышеуказанных показателей следует соблюдать еще и оптимальную длину сварочной дуги. Это то расстояние от окончания электрода до детали. Есть короткая, средняя и длинная. Короткая – 1 мм, средняя – 2-3 мм, длинная – 5 и более мм, до полного отрыва и исчезновения дуги. Для новичка оптимальной длиной считается средняя дуга.
Если шов получился с дефектами – не расстраивайтесь, еще можно его подправить. Для этого нужно удалить область некачественного шва и «сварить» еще раз. Либо «подлатать» эту область.

Сварка инвертором для начинающих тонкого металла характеризуется наличием основными видами: встык и внахлест. Для новичков проще варить внахлест, есть гарантия, что вы не приварите металл к столу. Сварка тонкого металла встык имеет множество сложностей и особенностей при использовании инвертора. Чаще для этого используют сварочные полуавтоматы, которые лично для себя обычно никто не приобретает. Пользоваться инверторным сварочным аппаратом начинающим обычно рискованно.
Итак, это основная информация, самоучитель и правила, которые нужно знать и соблюдать, если вы решили узнать, как варить металл сварочным инвертором. Сварка для начинающих, конечно, характеризуется начальными неудачами. Первоначально нужно будет научится совершать каждый этап работы несколько раз, чтобы довести его до надлежащего уровня.
Придется тренироваться, использовать множество «пробных» электродов, кусков металла, научиться хорошо и с первого раза разжигать дугу. Но, согласитесь, это небольшая цена за возможность узнать, как научиться правильно варить сварочным инвертором самостоятельно с нуля и экономить на услугах специализированных компаний.
Приобретение сварочного полуавтомата решает немало задач современного пользователя. Оборудование находит свое место и в домашней мастерской, и в производственном цехе, но как выбрать достойный аппарат? Рейтинг лучших сварочных полуавтоматов от лидирующих производителей познакомит с самыми удачными моделями, раскроет их достоинства и недостатки.
Если стоит задача купить хороший и недорогой сварочный полуавтомат, особое внимание следует уделить технико-эксплуатационным характеристикам. Именно эти данные являются ключевым фактором, определяющим производительность и оптимальную область использования.
Не стоит забывать, что и за разрекламированный бренд мы тоже платим деньги, хотя иногда можно обойтись и менее известной маркой но за более лояльную стоимость.

Выбирая хороший сварочный полуавтомат, вам следует опираться, не только на его стоимость, но и на среду применения, материал сварки и так далее.
Если вы никогда не занимались сварочными работами профессионально, то вам следует учитывать следующие критерии выбора сварочного аппарата полуавтомата. Место применения, дома или на даче. Домашняя сеть должна обеспечивать достаточное энергоснабжение для проведения качественных работ по сварке.
Техническое оснащение домашнего сварщика
Сварка бронзы используется для того чтобы производить не только сваривание металла, но и для исправления дефектов литья и наплавки металла на детали. Бронза с высоким содержанием алюминия практически не поддается сварке с применением стандартных приемов в работе. Тугоплавкая окись алюминия практически не позволяет работать, сваривая металл.
Бронза сваривается с помощью угольных, не плавящихся вольфрамовых и металлических электродов. Сваривание бронзы производится быстро с ограниченным нагреванием основного металла и размера сварочной ванны, ускоряя затвердевание и охлаждение ванны. Как присадку используют прутки из бронзы с большим содержанием фтора, а флюсы с подогревом при угольной дуге не являются обязательными.
Отличные результаты достигаются за счет сваривания металлическими электродами с бронзовым отлитым стержнем. Газовое сваривание бронзы производят, предварительно подогревая свариваемую деталь до температуры 450 градусов по Цельсию. Для работы используются специальные присадочные прутки, которые наиболее близки или идентичны по составу к свариваемому металлу.

В работе с бронзой нужно быть внимательным, потому что при температуре от 550 до 650 градусов по Цельсию бронзовые детали становятся хрупкими и имеют низкую прочность. Флюс для сварки бронзы должен иметь такой состав: бур – 50%, борная кислота – 35% и 15% фосфористокислого натрия. После проведения сварочных работ, требуется произвести отжиг при температуре 450 – 500 градусов по Цельсию и в дальнейшем охлаждая детали в воде. Сварочный шов можно подковать при сваривании прокатной бронзы, а газовая сварка дает прочность 75 – 90% от прочностных качеств основного металла.
Сваривание стали и цветных металлов разительно отличается, потому что у цветных металлов есть свои свойства, которые отличаются от свойств стали и чугуна. Отличиями цветных металлов является высокая теплопроводность, высокая скорость вступления в реакцию с газами, которые содержатся в атмосфере. Для того чтобы исключить такие действия, необходимо правильно подобрать способ сварки и подготавливать детали к сварке по предоставленной инструкции.
Благодаря развитию современных технологий сваривания, работу с бронзой можно производить не только на предприятии, но и в обычных домашних условиях, под водой и даже в космосе. Процедура сваривания бронзы зависит от химических и физических свойств свариваемого металла. Для работы с бронзой применяется газовое сваривание, потому как его можно считать одним из несложных способов сварки металлов, соответствующих бронзе по свойствам и химическому составу.
Латунь – это медный сплав, в состав которого входит цинк. Именно этот химический элемент создает большие проблемы в процессе сварки латунных изделий. У него низкая по сравнению с медью температура плавления – 419С (у меди она 700С). И это становится причиной испарения цинка, в процессе которого образуется его оксид ZnO, он является очень ядовитым газом. Вот почему сварка латуни и бронзы требует наличия респираторов и защитных очков, которые сварщик должен обязательно надевать.
Часть оксида цинка улетучивается, а часть осаждается на поверхности свариваемых заготовок в виде белого налета, который мешает проведению сварочных процессов. Есть определенные технологические приемы, с помощью которых можно уменьшить выделение оксида цинка. Но минимальный показатель выгорания все же составляет около 30%.
Для формирования дуги ручной ЭС необходим источник электротока, обеспечивающий стабильную подачу электрической энергии для питания ЭД. Для ручной ЭС одинаково применимы как источники переменного тока, так и устройства, работающие на постоянном электротоке. В условиях домашнего применения сварочной аппаратуры важную роль играет состояние электропроводки, к которой будет подключен приобретенный сварочный агрегат. От этого будет зависеть тип оборудования, которым сможет пользоваться начинающий «сварной».
Домашний сварщик должен быть оснащен в следующей комплектации:
- Источник тока.
В настоящее время сварочную аппаратуру для применения в бытовых условиях нередко обозначают как оборудование для ММА (от англ. «Metal Manual Arc» – ручная ЭС штучными покрытыми электродами). Рынок электрооборудования предлагает для домашнего пользования три вида источников тока:
- сварочные трансформаторы, работающие на переменном токе;
- сварочные выпрямители, преобразующие переменное напряжение сети в постоянный ток;
- инверторы, способные работать от домашней розетки.
- Комплект силовых кабелей и подводящих проводов с переносками.
- Держатели электродов (пружинные или рычажные), в обиходе называемые «держаками».
- Средства индивидуальной защиты сварщика:
Заключение
Сварочные аппараты постоянного тока, такие как инверторы или полуавтоматы – достаточно просты, чтобы использовать в быту. Именно поэтому спрос и предложение этих устройств на рынке постоянно растет. Этому способствует их доступность, дешевизна и постоянным током варить проще, чем переменным. Однако чтобы получить качественное, красивое и долговечное сварное соединение нужно знать ряд технологических особенностей, в том числе предназначение и виды полярности.

Приобретение собственного сварочного оборудования и методичное освоение правил работы с ним открывает широкие возможности для делового человека не только в плане обустройства собственного жилища, но и открытия собственного бизнеса с использованием имеющихся навыков и аппаратуры.








