

- Припой припою рознь, или Несколько слов о флюсах
- ROL0
- ORL0
- ROL1 и ORL1
- ROM0
- ROM1
- ROH1
- TL;DR
- Какие бывают припои
- Что такое флюс и его ключевые особенности
- Припой с флюсом
- Типы флюсов для пайки
- Какие бывают флюсы
- Как правильно выбрать флюс
- Флюсы для высокотемпературной пайки
- Как приготовить флюс для пайки своими руками
- Плюсы и минусы канифоли
- Плюсы и минусы флюса
- Простое объяснение технологии пайки с научной точки зрения
- Виды флюсов из канифоли для пайки
- Как паять паяльником с канифолью
- Особенности пайки твердым флюсом
- Как паять растворенной и гель-канифолью
- Упражнение для освоения качества пайки от бывалых
- ОписаниеПравить
- КлассификацияПравить
- Флюсы для алюминиевых сплавов
- Флюсы для пайки нержавеющих сталей
- СсылкиПравить
Припой припою рознь, или Несколько слов о флюсах
Общаясь сейчас со связистами на предмет «сообщите, кому какой припой нужен», получил достаточно типовой ответ — «хороший, чтобы всё паял». Углублённое обсуждение вопроса вынесло на поверхность несколько запомнившихся людям торговых марок — в первую очередь Asahi — но и только. Про флюсы и их различия сказано ничего не было.
Спектр задач по пайке при этом у связистов простирается от антенно-фидерного хозяйства (кабели, разъёмы), через аксессуары (зарядки, гарнитуры) и до ремонта собственно радиоаппаратуры (SMD-компоненты).
В связи с этим я не только провёл краткий ликбез и показал пару табличек, но и хочу написать про это здесь, чтобы потом было удобно давать ссылку 🙂
Итак: какие бывают флюсы в припоях, что лучше — ORL0 или ROM1 (я проверил гуглем, обе аббревиатуры на Хабре встречались 0 раз), где искать эту информацию и зачем вообще это надо.
Как известно, припой для радиомонтажных работ бывает проволокой или трубчатый — с флюсом внутри. Второй намного удобнее в большинстве случаев, так как требует меньше операций для работы (при хорошем флюсе предварительно чем-либо смазывать паяемые поверхности вообще не требуется), лучше смачивает спаиваемое соединение, более толерантен к передержке и перегреву места пайки, и так далее.
Вместе с тем, флюсы в припоях — как и вне припоев — очень существенно различаются по своим свойствам, простираясь от обычной канифоли до пригодных для лужения кастрюль агрессивных составов. И мало того, что магазины — но и производители ширпотребных припоев часто вообще не указывают, что именно за флюс они применяют (впрочем, обычно это оказывается просто канифоль, как самая дешёвая).
Между тем, нас на практике интересуют по сути только две характеристики флюса: наличие остатков и агрессивность. По крайней мере, если рассматривать только обычные оловяно-свинцовые или оловяно-медно-серебряные припои для пайки РЭА, а не специфических металлов и сплавов типа алюминия.
Наличие остатков определяет вид места пайки после, собственно, её завершения. Идеальный флюс оставляет после себя полностью прозрачный или слегка желтоватый остаток, который — даже без отмывки — минимально портит внешний вид места пайки. Флюс похуже оставляет после себя коричневый, хорошо заметный остаток, который очень хочется так или иначе отчистить.
Наличие остатков и их цвет зависит от базового материала флюса.
Агрессивность определяет, насколько хорошо флюс помогает паять не идеально чистые поверхности — то есть покрытые тем или иным слоем окислов — без предварительной механической зачистки. С другой стороны, агрессивный остаток, не отчищенный с платы после пайки, может вызвать коррозию дорожек и выводов (особенно при работе устройства в среде с высокой температурой и влажностью), а также уменьшить сопротивление между соседними выводами, вплоть до фатальных сбоев устройства.
Агрессивность определяется содержанием во флюсе галогенов (фтора и брома).
Чтобы быстро понять, куда применяется тот или иной флюс, человечество разработало довольно удобную 4-символьною систему обозначений:
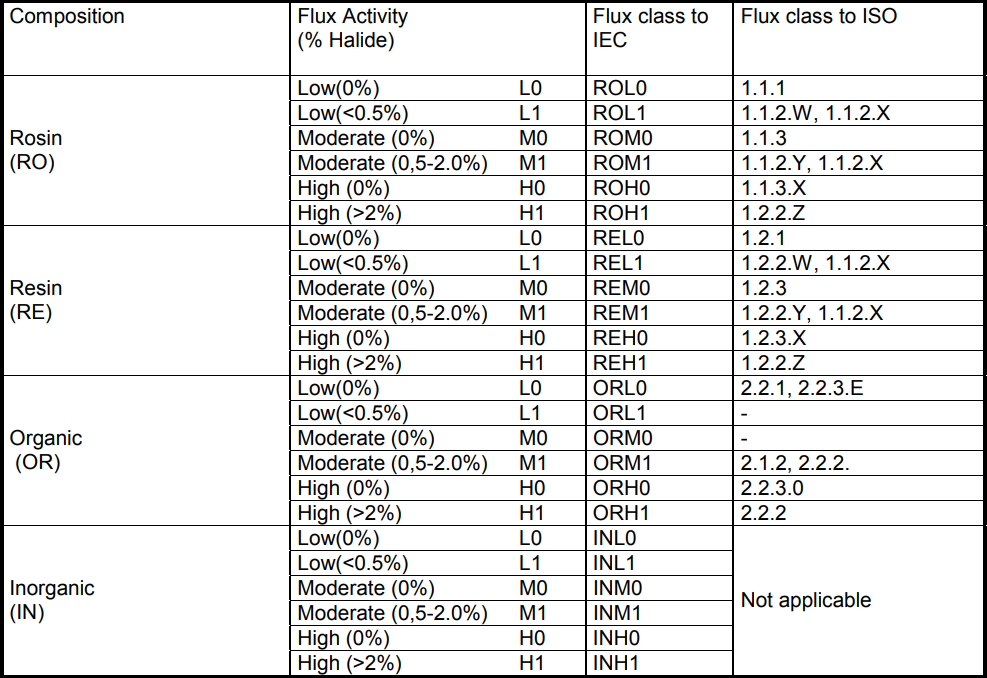
(c) Stannol GmbH, https://www.soselectronic.com/a_info/resource/pdf/ine/Fluxes_EN.pdf
Первые две буквы означают базовый материал флюса, то есть, дают нам примерное понимание количества и качества остатков.
- RO — rosin — канифоль. Та самая, тёплая и ламповая, по сию пору остаётся основным базовым материалом для флюсов. Увы, даёт тот самый характерный коричневый остаток.
- RE — resin — смола. Сюда относятся натуральные смолы (канифоль же — не смола, а получаемый из неё продукт).
- OR — organic — синтетическая органическая основа. Вторая по популярности основа флюсов, и большое её преимущество — отсутствие тёмного остатка после пайки.
- IN — inorganic — синтетическая неорганическая основа.
Третья буква означает класс активности флюса: от низкой (L) через среднюю (M) к высокой (H).
Четвёртый символ — для разнообразия, цифра — означает содержание галогенов. 0 — отсутствуют, 1 — присутствуют в количестве, определяемом классом активности (до 0,5 % в L, от 0,5 до 2 % в M, более 2 % в H).
Практические последствия высокой активности с точки зрения применимости флюса также несложно пояснить:

Флюсы класса L не вызывают коррозии и проходят тест на минимальное сопротивление более 100 МОм даже без отмывки их после пайки. Их можно использовать без последующей отмывки.
Флюсы класса M могут вызвать незначительную коррозию места пайки, но по-прежнему проходят 100-МОм тест. Их желательно смывать с платы после пайки.
Флюсы класса H вызывают серьёзную коррозию и без отмывки не проходят тест на сопротивление. Их необходимо смывать с платы после пайки.
Что из этого на практике мы можем встретить в магазинах?
ROL0
Большинство дешёвых припоев не имеют внятной (или никакой вообще) сопроводительной документации относительно используемого флюса, но обычно это просто канифоль — что, очевидно, относит их к классу ROL0. К таковым, например, относятся распространённые, недорогие и в целом вполне приличные отечественные припои ООО «ПМП».
Официальное указание на класс ROL0 из отечественных припоев имеет, например,«Изагри» с флюсом ФВК 525-2-T1 (обратите внимание, у «Изагри» именно последняя цифра в маркировке определяет активность флюса!).
Из зарубежных — широко известны припои Asahi с флюсами FC5000 и FC5005 (если вам интересна разница, то первый допускает низкотемпературную пайку от 270 °С, а второй только для 320 °С и выше), а также Felder ISO-Core EL (не путать с ISO-Core ELR) и Stannol HF32-SMD.
Эти припои хорошо паяют только чистые поверхности (более-менее свежее лужение, иммерсионное золочение и т.п.), кроме того, после них остаётся некрасивый коричневатый остаток подгоревшей канифоли.
Замечу, что хороший припой в этой категории уже будет отличаться от плохого: так, Asahi, Stannol и Felder в пайке ощутимо превосходят продукцию ПМП, подозреваю, из-за наличия в их флюсе дополнительных присадок. Между собой, впрочем, они тоже отличаются — у Felder содержание флюса аж 3,5 %, у Asahi 2,0 %, у Stannol всего 1,0 %.
ORL0
Перестановка букв даёт нам припои с флюсом без канифоли — к таковым на российском рынке относятся «Изагри» ФР 544-2-Т1, а также припои Felder серии ISO-Core ELR.
Скажу честно — ISO-Core ELR однозначно является моим любимым припоем для ручной пайки вот уже много лет, вытеснив в этом качестве Asahi FC5005. Во-первых, в нём физически мало флюса, всего 1 %, соответственно, немного и остатков. Во-вторых, он обеспечивает великолепную паяемость чистых поверхностей. В-третьих, не оставляет чёрных горелых остатков.
ROL1 и ORL1
Встречаются довольно редко — например, теоретически есть «Изагри» ФРК 525-2-Т4 с активированной канифолью с добавлением галогенов, но практически в руках его держать не доводилось.
Впрочем, производители второго эшелона довольно часто указывают в качестве флюса «activated rosin» — что это значит и к какому классу относится, ROL1 или уже ROM, остаётся только гадать (а также не брать эти припои ни для чего, кроме ёлочных гирлянд и одноразовых поделок в радиокружке).
ROM0
Встречаются нечасто, хотя весьма интересны для пайки выводных компонентов, разъёмов и т.п. деталей на платах в не очень хорошем состоянии — так как, с одной стороны, имеют активность выше припоев категории L, а с другой, не требуют отмывки и не содержат галогенов.
Тем не менее, при некотором желании найти можно, например, «Изагри» выпускает модель ФРК 525-2-Т2, а Asahi — припой с флюсом HF-532.
ROM1
Хороший вариант для проводов, разъёмов, контактов и прочих крупных элементов, которые некритичны к отмывке слабокоррозионного флюса, абсолютно некритичны к сопротивлению этого флюса, но зато часто бывают в той или иной степени окисленными и сопротивляющимися пайки.
Паять же платы флюсами группы **M1 в принципе можно, но не нужно — такая степень окисления, чтобы не справился **L0, на живых печатных платах встречается редко.
К этой группе из встречающегося в продаже относятся, например, Felder ISO-Core RA — характерные зелёные катушечки, в отличие от синих ELR.
ROH1
Агрессивные флюсы для лужения кастрюль пайки сильно окисленных поверхностей. Высокое содержание галогенов, тщательная отмывка после пайки крайне желательна или строго обязательна (зависит от конкретного флюса) — иначе будет и коррозия, и пониженное до единиц мегаом сопротивление между соседними ножками компонентов, и все прочие прелести жизни.
Исходя из этого — если говорить прямо, применение ROH1 обосновано довольно редко. При этом ROH1 — чуть ли не на втором месте по распространённости в розничной продаже после дешёвых канифольных ROL0. Например, Asahi CF-10 составляет большую часть ассортимента Чип-и-Дипа по этой марке. Да и сегодняшняя беседа со связистами началась со ссылки на CF-10 на Алиэкспресс. Причиной тому цена или впечатление «да он вообще всё паяет» у начинающих радиогубителей — сходу сказать трудно.
С тем же CF-10 делает припои и «Изагри», и многочисленные китайцы.
Спасает CF-10 в основном довольно низкая коррозионная активность флюса после пайки: у него твёрдые негигроскопичные остатки, не склонные вступать в химические реакции с окружением. Тем не менее, если вы паяли CF-10 печатную плату, лучше будет протереть места пайки растворителем или помыть всю плату в УЗ-ванночке.
Помимо CF-10, Asahi делает ещё и водосмываемый ROH1 флюс C6. И казалось бы, виден его очевидный плюс — собственно заключающийся в отсутствии необходимости использовать для смывания изопропиловый спирт или иные специальные растворители. Однако, если с CF-10 производитель настаивает на том, что даже его остатки удалять не всегда обязательно, то вот C6 гигроскопичен и электропроводящ, поэтому тщательное удаление его остатков категорически необходимо — включая механическое, если это требуется. В качестве его достоинства указывается, что это допустимо сделать «в течение нескольких часов после завершения монтажа», а не немедленно.
TL;DR
- для пайки SMD-компонентов и сложных печатных плат — флюсы категории ROL0 и ORL0. Если надо дёшево — то можно взять припои «ПМП» с канифолью, если есть средства — Stannol HF32-SMD, Asahi FC5005, Felder ISO-Core EL, а ещё лучше — Felder ISO-Core ELR.
- для пайки печатных плат и компонентов в не очень хорошем состоянии — флюсы категории ROM0 и ROM1. Felder ISO-Core RA, Asahi HF-532. Желательно, но не обязательно протереть или промыть место пайки после завершения работ.
- для пайки силовых проводов и разъёмов в плохом состоянии — флюсы категории ROH1. Asahi CF-10 и его аналоги, причём обратите внимание: если CF-10, несмотря на свою активность, довольно толерантен к нарушению техпроцесса и сохранению остатков флюса, то кажущиеся удобными водосмываемые флюсы на самом деле могут доставить куда больше проблем.
Что же касается трубчатых припоев других моделей и производителей — как правило, у серьёзных производителей есть даташиты, в которых указан класс флюса, условия его применения, температурные режимы, способы удаления.
Если же такого документа нет, а проводить самостоятельно тестирование на остаточное сопротивление (включая сопротивление через неделю работы устройства в тёплой влажной среде, а не только сразу после пайки), коррозию, содержание галогенов и так далее вы не готовы — таким припоем не стоит пользоваться ни для чего, кроме грубых работ или одноразовых поделок.
Для пайки паяльником применяется припой, а чтобы припой хорошо растекался по поверхности соединяемых пайкой деталей, используют вещество, которое называется флюс. В зависимости от металла деталей и их размеров, крепости и герметичности пайки необходимо выбирать определенную марку припоя и флюса. Информация в таблицах поможет Вам подобрать необходимый припой и флюс для пайки.
Какие бывают припои
https://youtube.com/watch?v=bIU6MwFmzj4%3Ffeature%3Doembed
Припой необходим, чтобы заполнить границы между заготовками. Представляет собой прут с содержанием металла. При работе с ним происходит соединение с главным металлом, а в некоторых случаях он сам выступает как ключевой.
Имеет разный диаметр. Основной элемент – олово, но другие элементы также присутствуют в составе. Плюмбум и купрум, к примеру. Два основных вида – это легкоплавкий и тугоплавкий.
Этот вид применяется в основном для работы с мелкими деталями, такими как радиоаппаратура. Если необходимо припаять радиоэлектронные частицы, легкоплавкому припою замены не найти.
В состав, помимо олова, входят такие элементы как кадмий, свинец, висмут, цинк.
Если судить по названию, то сразу приходит понимание, что этот материал лёгок в плавлении. Один паяльник небольшого размера легко может справиться.
Если ваша деятельность связана с радиоэлектронными деталями, вам подойдут прутки, которые плавятся при температуре до ста сорока градусов.
Также есть специальные виды для металлообработки плат. Они плавятся при температуре сто градусов. Лужение с такими материалами может происходить гораздо проще и за меньшее время.
Также припои имеют свои модели, только это довольно большая тема, которая заслуживает своей статьи.
Для нынешнего оборудования подойдёт припой, который не содержит свинец, а температура плавления составляет двести градусов. Это зависит от особенностей оборудования.
Большинство техники производится опираясь на жесткие экологические нормы, которые запрещают применение свинца, из-за выделения им вредных паров.

Тугоплавкий вид припоев – противоположность легкоплавкому. Они плавятся при нагревании в четыреста градусов и более. Этот вид используют профессионалы на производстве, где нужно взаимодействовать с более крупными деталями.
Основа – это медь, серебро, магний, никель. Эти материалы обладают прочностью и толщиной, поэтому с ними не работают в домашних условиях.
С этим видом можно браться за работу с такими тугоплавкими материалами, как латунь или чугун.
Что такое флюс и его ключевые особенности
Не многие новички знают, что такое флюс и как его используют в процессе пайки. Это соединительная смесь. В её состав входят материалы, которые легко плавятся. Перед покупкой флюса необходимо обратить внимание на несколько факторов:
- рабочая температура дополнительного состава;
- вид металла, с которым предстоит работать;
- температура, при которой начинается процесс пайки;
- наличие дополнительных поверхностей, которые окружают место спайки;
- наличие антикоррозийной плёнки на поверхности металла.
Существует два вида дополнительных составов, использующихся при пайке. Одни твёрдые и плавятся при высокой температуре. Другие мягкие и с ними можно начинать работать при низких температурах.
Чтобы работать с дополнительными веществами, необходимо знать для чего нужен флюс при пайке. Чтобы соединить контакты на плате, необходимо разогреть их до температуры свыше 500 градусов. Из-за этого можно повредить важные элементы платы. Чтобы не допустить окончательной поломки электроники, используются легкоплавкие составы, в которых преобладает свинец и олово. Они плавятся при температуре до 500 градусов и помогают соединить оборванные контакты.
Чтобы соединять лёгкие детали, достаточно использовать легкосплавный припой, с которым можно работать при минимальных температурах. Чтобы соединить большие детали, необходимо использовать твердые виды припоя.
Перед тем как применять припой и флюс для пайки, необходимо обратить внимание на определённые характеристики:
- устойчивость состава к коррозийным процессам;
- рабочий размер соединительного шва;
- прочность соединения;
- температура плавки.
Очень часто в качестве припоя используют оловянный прут.
Как работает флюс — применение флюса для пайки SMD под микроскопом.
Для простых ремонтных работ в домашних условиях достаточно приобрести тюбик с флюсом. Хранить его нужно в плотно закрытой емкости. Нельзя допускать, чтобы жидкий состав соприкасался с влагой. Также нельзя хранить легкоплавкие составы вблизи нагревательных приборов и открытого огня. Нельзя допускать чтобы температура в помещении, где хранится флюс, поднималась выше 25 градусов. Составы, которые хранились в упаковках с нарушенной герметичностью, желательно утилизировать и приобрести новый.
Припой с флюсом
https://youtube.com/watch?v=hmC9Fqa905c%3Ffeature%3Doembed
Припои с встроенным флюсом представляют свой отдельный вид. Также его называют трубчатым. Выглядит он как пустой прут, внутри которого встроен химикат для защиты.
При плавлении прут плавится, а флюс применяется для защитных функций. Одни из часто используемых моделей – это Brazetec Comet 3476U и Castolin 192 FBK.
Этот тип флюса практичен в использовании, так как вы выполняете паяние и защиту одновременно. Время, которое вы потратили бы на выбор флюса и покрытие им припоя, остаётся свободным.
Но такие типы не всегда защищают максимально хорошо. Если вы гонитесь за качеством, то лучше будет выбрать эти материалы отдельно. А зачем всё-таки нужен флюс, мы поведаем далее.

К нейтральным флюсам можно отнести канифоль, использовать которую рекомендуется при пайке мелких радиотехнических компонентов и микросхем.
Этот популярный реагент нужен для того, чтобы паять разнородные по структуре детали из меди и её сплавов при сравнительно невысоких температурах нагрева места стыка (не более 450-ти градусов). Причём проведение этой операции допустимо даже при наличии на поверхности заготовок тонких оксидных плёнок.

Благодаря малой активности флюсы на основе канифоли обеспечивают защищённость изделий от коррозии и пользуются в связи с этим повышенным спросом.
При приготовлении рабочего состава в растолчённую до порошкообразного состояния канифоль добавляются спирт, глицерин или скипидар, что способствует улучшению качественных показателей смеси.
Продаются нейтральные флюс-гели, которые нужны для бессвинцовой пайки микросхем. Их удобно наносить специальным шприцем-дозатором.
Типы флюсов для пайки
Флюсы для пайки бывают нескольких разновидностей, в зависимости от воздействия этих составов на соединяемые контакты во время нагревания. Перед покупкой легкоплавкого вещества необходимо ознакомиться с его основными видами.
Это флюсы в составе которых преобладает соляная кислота. Они применяются для работы с железными деталями. Во время процесса пайки эти составы проявляют мощную химическую реакцию. Не используются при работе с радиотехникой, так как быстро разъедают плату.
Это жидкие флюсы, которые изготавливаются на основе скипидара, глицерина и этилового спирта. Плавятся такие составы до 150 градусов. Применяются бескислотные флюсы для спайки мелких деталей.

Пайка мелких деталей
Составы, изготавливаемые на основе салициловой кислоты. Используется при соединении элементов, которые не требует изначальной зачистки.
Это специальные вещества, которые очищают детали от отложений, появляющихся в процессе коррозии. Они защищают место соединения от разрушения в процессе эксплуатации. Изготавливаются на основе ортофосфорной кислоты.
Главная особенность таких составов — отсутствие химической реакции. Защищают детали от коррозийных процессов. Их изготавливают на основе воска, оливкового масла или вазелина. Такие составы начинают плавиться при 70 градусах. При термической обработке они не выделяют вредных веществ. Также при работе с защитными флюсами не требуется предварительно зачищать детали.
Какие бывают флюсы

Флюс — это вещества, используемые для удаления оксидов с поверхностей пайки и повышающие уровень качества шва. Флюс работает на эстетику.
Он может сильно изменить вид шва, но помимо этого улучшает качество и гладкость. Он очень важен. Поэтому необходимо выбирать внимательно.
Припой напрямую влияет на флюс. Если припой растапливается с легкостью, то и свойства флюса раскроются хорошо. У защитного материала должна быть маленькая температура при которой он плавится, относительно припоя.
Только в этом случае вы выполните работу качественно. Существует два вида флюсов: активные и слабоактивные.
В структуру химически активных флюсов входят множество кислотосодержащих веществ. Они необходимы для того, чтобы уничтожать налёт и коррозию.
После работы с флюсом, нужно отчистить зону паяния от остатка, чтобы металл не испортился, и не появилась новая ржавчина.
Активность таких видов это плюс и минус в одно время. Если химикат использовать не правильно, он может разъесть материалы, при работе с радиоаппаратурой.
Также химикат оставляет ожоги на поверхности кожи, поэтому нужно помнить о технике безопасности. Но когда вы выполняете работу правильно, этот вид может послужить вам хорошую службу: удалить налёт и ржавчину, повысит уровень качества.
Химически активные флюсы не для домашней работы. Работа с ними требует большого опыта и внимательности. А при плавлении радиоэлементов лучше не брать этот вид. Так как есть большая вероятность, что он повредит текстолит, а изменить этого вы не сможете.
https://youtube.com/watch?v=CHqyEmJI2xA%3Ffeature%3Doembed
С химикатами подобного типа работать гораздо проще. Окислительные свойства такого флюса не так ярко выражены, поэтому и используют их чаще. Они защищают от жира и засорения, но со ржавчиной уже не справляются.
В структуре такого флюса материалов содержатся органика, поэтому с ними можно паять радиоэлементы.
Пассивные, так же как и активные, производят защиту области паяния от окисления, поднимают уровень качества.
Как правильно выбрать флюс
Даже при знании разновидностей и технических характеристик не каждый человек знает, как выбрать флюс. Важно понимать какой состав лучше. Для безопасной пайки следует выбирать нейтральные флюсы. Они подходят для работы с различными деталями. Однако при спайке больших компонентов, работа будет происходить медленно.
Чтобы ускорить процесс, можно использовать среднеактивные флюсы. Такие составы подходят для работы с различными металлами. Для работы с крупными деталями идеальным вариантом являются серебряные припои.
Какой флюс выбрать для пайки? Обзор флюсов моей мастерской.
Не всегда дома может найтись припой для спайки оборванных контактов или проводов. В таких ситуациях можно провести ремонт без покупных составов. Заменить флюс можно несколькими веществами:
- янтарем;
- жиром;
- «Аспирином»;
- смолой.
Перед началом работ «Аспирин» необходимо растворить в небольшом количестве жидкости.

Смола на дереве

Флюсы могут находиться как в твёрдом (пастообразном), так и жидком состоянии и продаваться в упаковках самой различной формы и объёма.
Так, твёрдая канифоль поступает в продажу в плоских баночках, оснащённых плотно закрывающейся крышкой.
Согласно исходному агрегатному состоянию этих составов различают следующие способы их применения:
- при твёрдом флюсе во время пайки жало паяльника сначала нужно окунуть в тело реагента, после чего им захватывают небольшое количество припоя;
- в тех случаях, когда на основе канифоли приготавливается или используется уже готовая жидкая смесь – она просто наносится на место спайки посредством обычной кисточки с мягким ворсом;
- при работе с пастообразным составом небольшие порции флюса наносятся на место контакта любой подходящей для этого палочкой (выдавливаются из шприца, заранее заправленного до нужной дозировки).
Нередко в магазинах продаётся канифоль, приготовленная в виде специального геля, уже размещённого в шприце определённой ёмкости.
Такие гелеобразные составы принято относить к нейтральным реагентам, широко применяемым в радиоэлектронике для пайки миниатюрных деталей.
https://youtube.com/watch?v=lO7aqdBgcrw
Флюсы для высокотемпературной пайки
https://youtube.com/watch?v=INFGubMV0as%3Ffeature%3Doembed
Флюсы и припои эксплуатируют для множества направлений при пайке. Одни необходимы для работы на дому, другие хорошо подходят для производства.
Выбор правильного припоя и флюса важный момент, отталкивайтесь всегда от того, что нужно вам. Если взять правильный вид материалов, это сделает вашу работу легче.
А вы работали с такими материалами раньше? Каким был ваш опыт? Расскажите об этом в комментариях. Продуктивности в работе!
Как приготовить флюс для пайки своими руками
Чтобы соединять элементы радиотехники, можно изготовить флюс для пайки своими руками. В качестве подручных средств для замены канифоли можно использовать жир или смолу. Чтобы не покупать состав для работы, необходимо знать, как сделать флюс для пайки:
- Заранее нужно подготовить одинаковое количество свинца и олова.
- Расплавить два металла в тигле.
- Снять плёнку побочных отложений, которая образуется на верхней части остывшей смеси металлов.
- Перелить смесь олова и свинца в подготовленные заранее формы.
Нужно помнить о том, что после спайки любых контактов или деталей необходимо обрабатывать готовый шок. Для этого используется ацетон или спирт. Однако в магазинах появились припои, которые не требуют дополнительной обработки после завершения работ. Они обладают некоторыми преимуществами:
- являются диэлектриками;
- не подвержены воздействию коррозийных процессов;
- не требуется дополнительная зачистка.
Из-за того что такие припои не проводят ток, их не используют для соединения контактов и проводов.
Как сделать флюс для пайки своими руками / Жидкая канифоль / СКФ
Также можно самостоятельно изготовить паяльную пасту. Для этого необходимо растереть твёрдый флюс с помощью крупнозернистого напильника. Порошок, который получился после измельчения, нужно смешать со спиртом и канифолью. Далее нужно перелить получившуюся пасту в герметичную ёмкость и плотно закрыть. Она портится при взаимодействии с влагой и требует соблюдения правил хранения. Опытные мастера рекомендуют наносить пасту с помощью шприца.
Как легко и быстро сделать флюс гель.
Флюс для пайки — обязательное вещество при ремонте электроники и радиотехники. Важно знать, какие разновидности этих составов бывают и как правильно с ними работать, чтобы не повредить платы и контакты.
Жидкий ФЛЮС (ФИМ) из лимонной кислоты своими руками!!!
- https://prosvarku.info/rashodnye-materialy/pripoi-s-flyusom: использовано 4 блоков из 6, кол-во символов 5140 (20%)
- https://svaring.com/soldering/flus/primenenie-dlja-pajki: использовано 5 блоков из 6, кол-во символов 6424 (25%)
- https://ru.wikipedia.org/wiki/%D0%A4%D0%BB%D1%8E%D1%81_(%D0%BF%D0%B0%D0%B9%D0%BA%D0%B0): использовано 3 блоков из 7, кол-во символов 1514 (6%)
- https://metalloy.ru/obrabotka/pajka/flyus: использовано 4 блоков из 6, кол-во символов 6557 (26%)
- https://YDoma.info/tehnologii-remonta/kak-payat/kak-payat-pripoi-flyusy.html: использовано 4 блоков из 4, кол-во символов 5582 (22%)
- Плюсы и минусы канифоли
- Решение
- Плюсы и минусы флюса
- Простое объяснение технологии пайки с научной точки зрения: что делают флюсы
- Что лучше
- Виды флюсов из канифоли для пайки: 3 состава для разных ситуаций
- Как паять паяльником с канифолью: 2 методики пользования флюсом
- Старый проверенный прием: упражнение для освоения качества пайки от бывалых
Плюсы и минусы канифоли
Этот материал считается отличным диэлектриком. При его использовании готовые паяльные соединения не утрачивают свои свойства, а свойства спаивания остаются высокими. Канифоль обладает высоким уровнем устойчивости к воздействию влаги.
Особенно часто канифоль используется домашними мастерами. Это стало возможным благодаря положительным свойствам материала. Например:
- простота и доступность в использовании;
- невысокая стоимость;
- низкая температура плавки. Благодаря этому его можно использовать при невысоких температурах пайки;
- влагоустойчивость;
- длительный срок хранения;
- обладает способностью уничтожения оксидных пленок, которые образуются на поверхности плавления;
- безвредность.
Работая с канифолью, необходимо также учитывать и минусы, присущие материалу. Среди них можно выделить следующие:
- низкий уровень активности, что требует его использования во время пайки более 1 раза;
- гигроскопичность (не исключена возможность после пайки впитывания из пары влаги, способствуя развитию процесса коррозии);
- используется для спаивания соединений низкой сложности;
- хрупкость усложняет его хранение и транспортировку.
Известно несколько видов канифоли, каждый из которых предназначен для спаивания определенных материалов: живичная, экстракционная, таловая.
флюс защищает залуживаемую поверхность от окисления в момент пайки( без него например медь нагревается, поверхность окисляется и становится абсолютно непаябельной). по сути необходим только при лужении( покрытие залуживаемой поверхности слоем припоя). при спаивании двух залуженных поверхностей без флюса результат будет просто некрасив и немного окислен=) потому паяют тоже с флюсом. самый замечательный флюс- канифоль. в 99% случаев ее можно даже не смывать. канифоль в спирте- то же самое, но с более удобным методом нанесения. из минусов- нельзя пролить на штаны- не отстираешь.
олово не совсем хорошо( слишком высокая температура плавления). хорошо- припой оловянно-свинцовый. самый замечательный припой- ПОС-60. лучше брать импортный в катушке, с флюсом внутри( тогда даже не надо будет канифолью пользоваться).
внимание, коварный совет: как проверить припой. расплавить, и в момент застывания пинцетом залезть в каплю. плохой припой при застывании проходит через фазу, когда один металл( олово) уже застыл, а второй еще нет. в таком случае каплю можно будет расколоть( разломать) пополам. поверхность капли после застывания мутная( независимо от количество используемой канифоли). хороший припой застывает сразу. он либо жидкий, либо твердый. и пинцетом его можно либо помять( когда он жидкий), либо царапать, но не ломать. после застывания поверхность капли блестящая.
плохой канифоли не бывает=)
Плюсы и минусы флюса
Флюс обладает способностью защиты соединений из металла от их окисления, улучшая качество пайки и способствуя равномерному распределению припоя. Среди достоинств материала можно обратить внимание на такие:
- низкая температура плавления;
- небольшой удельный вес;
- хорошо и быстро растекается, смачивая поверхность рабочей поверхности;
- устойчивость к выгоранию и испарению;
- легкость удаления растворителем;
- не способствует развитию коррозии;
- совместимость с растворимыми жирами и оксидными пленками.
Нельзя не упомянуть и о некоторых недостатках флюса для пайки. Например:
- во время работы выделяются продукты взаимодействия, вредные для здоровья;
- гигроскопичность.
В связи с воздействием высокой температуры изменяется структура материала, его вторичное использование становится невозможным.
Простое объяснение технологии пайки с научной точки зрения
Под пайкой принято понимать технологический процесс безразъёмного соединения различных деталей за счет ввода между ними другого металла с более низкой температурой плавления (припоя), нежели у соединяемых элементов.
При этом соединение создается за счет образования межатомных связей между материалами при их нагреве меньшем, чем температура собственного плавления. Жидкий горячий припой затекает в зазоры между деталями, заполняет их, а при дальнейшем охлаждении кристаллизуется и прочно схватывает.
Припой в жидком состоянии взаимодействует с основным металлом. В результате между ними создаются переходные процессы, образующие твердые растворы и интерметаллоиды.
Они обеспечивают адгезию (прилипание) соединяемых частей. Надо знать, что на качество и прочность создаваемого контакта влияет его величина. Толстый слой интерметаллоидов обладает повышенной хрупкостью, легко разрушается.
На адгезию также сильно влияет чистота поверхностей припоя и соединяемых деталей. Грязь, коррозия, минеральные примеси, масла, жиры не позволяют качественно соединить детали.
Поэтому их до пайки очищают различными способами, а при нанесении припоя используют флюсы — химические вещества или их смеси, способные удалять слои оксидов с поверхностей спаиваемых деталей. При этом они дополнительно:
- понижают поверхностное натяжение расплавленного припоя;
- улучшают его растекание по образованным зазорам;
- защищают от воздействия внешней окружающей среды, предохраняя от начала образования окислительных процессов.
Канифоль является универсальным флюсом, хорошо подходит для спаивания большинства металлов кроме стали, чугуна, алюминия. Благодаря своей универсальности ее издавна применяют при домашнем ремонте и в небольших мастерских.
Однако пайка деталей в производстве промышленных масштабов требует более качественного соблюдения технологии, точного подбора характеристик флюса. По этим причинам колофонской смолой пользуются реже, а для каждой технологии применяют свои специально подобранные флюсы.
Канифоль наносится на рабочую поверхность с жала паяльника, а флюс наносится на нее специально. При предварительной подготовке поверхности (зачистке от пленки), можно добиться повышения качества пайки. Благодаря этому пайка посредством использования флюса, является технологичнее и качественнее, чем канифоли.
В то же время, пайка канифолью осуществляется в несколько раз легче, чем флюсом. Специалисты не рекомендуют использовать при пайке кислоты: они не испаряются полностью, что со временем приводит к разрушению поверхности.
Что лучше выбрать для пайки, канифоль или флюс? Дать однозначный ответ на вопрос сложно: все зависит от разновидности и размера рабочей поверхности. Для пайки маленьких деталей либо плат, лучше применять жидкий флюс. Канифоль в виде камня идеально подойдет при необходимости лужения деталей (участков) большого размера: радиатор автомобиля. В остальных случаях рекомендуется применять растворенную канифоль. При ее самостоятельном приготовлении, можно выбрать необходимую густоту канифоли.
При выборе между канифолью и флюсом, нужно учитывать ряд критериев: размер, материал, назначение площади для пайки.
https://youtube.com/watch?v=M2FCyb3l2Go%3Ffeature%3Doembed
Виды флюсов из канифоли для пайки
Канифоль для спаивания металлов используют в различных физических состояниях. Она выпускается промышленностью в:
- твердом кристаллообразном состоянии;
- специальным жидким раствором;
- в виде геля.

Каждый из этих типов имеет свои особенности в применении, достоинства и недостатки.
Колофонская смола в кристаллообразном состоянии применяется издавна, пользуется популярностью, хорошо хранится, проста в обращении. Однако паяльщику необходимо сформировать точные практические навыки, уметь грамотно соблюдать пропорции при нанесении такого флюса в труднодоступных местах.
Жидкий флюс на основе спиртового раствора обладает более универсальными способностями. Он хорошо подходит для спаивания деталей различных размеров, как больших, так и мелких. Правильную пропорцию здесь соблюсти проще, а его нанесение на металлы осуществляется простой кисточкой.
Подобный раствор легко сделать самому на основе концентрированного медицинского или технического спирта и измельченной в мелкий порошок канифоли. В стеклянную баночку заливают жидкость и засыпают порошок. Соотношение примерно 70/30%.
Все перемешиваем и ставим в теплое место для растворения. Периодически проверяем и встряхиваем. Можно немного досыпать порошка при необходимости. Время окончательной готовности — несколько часов, но пользоваться раствором можно и раньше.
Канифоль-гель обладает вязкой консистенцией. Таким веществом просто покрывать обрабатываемые поверхности. Им удобнее пользоваться в труднодоступных местах. Точнее соблюдается дозировка флюса. К тому же гель не так быстро высыхает, как спиртовые растворы. Гель более технологичен чем твердые кристаллы.
Как паять паяльником с канифолью
В принципе технология пайки во всех случаях имеет общие черты. Отличия заключаются в особенностях применения флюса.
До начала момента спаивания необходимо подготовить рабочее место, инструмент и соединяемые материалы. Всегда обращайте внимание на чистоту жала паяльника, не допускайте образования нагара и сажи на нем.

3 совета по борьбе с нагаром и сажей
Если не рассматривать дорогие паяльные станции, то сейчас можно встретить два вида паяльников:
- старые советского типа с медным наконечником;
- современные с веллеровским жалом из никелевого покрытия.
При неправильном обращении нагар может образоваться на любом. Однако в первом случае достаточно взять напильник или надфиль с мелкой насечкой и просто зачистить им металл меди до чистого слоя. Когда жало съемное, то его лучше слегка проковать на наковальне: станет плотнее поверхностный слой.
Дальше такой паяльник начинают нагревать, но, не доводя до рабочей температуры, его слегка смазывают канифолью и, пока он прогревается, водят по припою, чтобы хорошо залудить.
Во втором случае поступают иначе, ибо механическая очистка даже лезвием ножа способна повредить внешнюю поверхность никелевого покрытия. В нем станут образовываться микротрещины, начнется процесс растворения ядра жала.
Самый безопасный в этом случае способ иной: загрязненный наконечник паяльника прогревают до высокой температуры порядка 450÷480 градусов около пяти минут. За это время весь нагар просто выгорит. Затем ему дают возможность остыть при температуре 280°.
После этого надо взять обыкновенный целлюлозной карандаш, которым чистят подошву утюгов, и окунуть в него жало с последующей обработкой в специальном активаторе. Если же его нет, то просто обработать паяльной губкой. Последняя должна быть пропитана не обыкновенной водой, а водяной глицериновой смесью с соотношением 7/3, где 7 частей отводятся глицерину.
Чистота жала паяльника — первое необходимое условие обеспечения качественной пайки.
Здесь же важно правильно подобрать паяльник по мощности, ибо каждый его вид предназначен для соединения металлов разных объемов и габаритов. При этом учтите:
- Мощные модели хорошо создают высокий нагрев соединяемых деталей, но они легко пережигают малогабаритные электронные детали и дорожки плат.
- Низковатные паяльники используют при точной пайке маломощных транзисторов и микросхем, но ими невозможно нормально прогреть провода.
Я же отдаю предпочтение трансформаторным паяльникам: видимо сказывается сила привычки и необходимость работать в разных местах. С Советских времен использую заводской паяльник Момент.

Даже, на основе методики простого расчета трансформатора, сделал
его более мощный аналог на 100 ватт.

Он немного тяжеловат, но для спаивания проводов 2,5 квадрата подходит идеально, а перегорающие тонкие медные наконечники делаю сам. У электрика такой исходный материал всегда имеется под рукой.
Нагрев наконечника происходит быстро. Он регулируется длительностью включения кнопки на рукоятке, позволяет контролировать процесс визуально по дымообразованию от канифоли.
В большинстве случаев домашнего мастера выручают регуляторы температуры жала паяльника, которые можно сделать своими руками из доступных деталей или приобрести в магазине.
Стал часто наблюдать, что многие радиолюбители стали пользоваться простыми диммерами, предназначенными для регулирования освещения.

Только подбирают их по нагрузке и ограничивают величину выходного напряжения в пределах от 150 до 220 вольт.
Во всех случаях пайки необходимо позаботиться не только о чистоте жала паяльника, но не забыть про качество поверхности соединяемых деталей. Минеральные и органические загрязнения, влагу — удалить, а после очистки будущие контактные соединения необходимо по отдельности залудить.
Особенности пайки твердым флюсом
Этот вариант рассматривается как классическая схема пайки. Ее можно представить за пять шагов.
Шаг №1. Подготовительный этап.
Какая бы спешка ни была, всегда начинайте с оборудования рабочего места, обеспечения правил безопасности и подготовки инструмента. Заранее продумайте стационарное фиксирование проводов и соединяемых деталей.
Помните, что закрепленный с одной стороны провод работает как пружина и способен при случайном нажатии на конец паяльником отбросить расплавленный припой в глаз. Пользуйтесь защитными очками, не паяйте навесу.
Твердую канифоль удобно держать в специальной жестяной баночке, которая показана на фотографии моего советского паяльника. О чистоте жала и спаиваемых поверхностей я уже заострял внимание выше.
Шаг №2. Лужение соединяемых поверхностей
Процесс сводится к покрытию зачищенных медных жил и контактных площадок тонким слоем припоя.
Для этого начинают нагревать паяльник и его наконечник погружают в твердую канифоль. Она плавится и смачивает жало, дополнительно очищая его. Сразу же быстро касаются припоя. Он переходит в жидкое состояние, а небольшая капелька прикрепляется на конце наконечника.
Ее переносят на очищенную контактную площадку, быстро прогревают колебательными движениями и убирают паяльник в сторону. Припой охлаждается и затвердевает.
Если необходимо залудить обычный конец провода, то его можно просто прогреть паяльником в баночке с канифолью, а затем обработать припоем.
Процесс необходимо выполнять быстро, уложиться буквально за пару секунд. Правильно залуженная поверхность выделяется однородным цветом чистого олова, покрыта ровным тонким слоем.
Новые электронные детали обычно всегда залужены на заводе. Им дополнительная обработка припоем не требуется.
Шаг №3. Фиксация деталей
Элементы, подлежащие спаиванию, необходимо четко соединить и надежно зафиксировать, исключить их случайное смещение. С этой целью используют небольшие тиски, пинцеты, острогубцы.
Удобно пользоваться специальным приспособлением, которое получило название «третья рука».

Существует много вариантов его заводского исполнения и самодельных конструкций.
Шаг №4. Непосредственная пайка
Подготовленные детали соединяют и прогревают паяльником с каплей припоя, а затем быстро отводят его, обеспечивая естественное охлаждение.

Работаем быстро, помним о правиле двух секунд.
Шаг №5. Проверка качества и заключительные операции
Созданную спайку необходимо визуально осмотреть, проверить соединение деталей на механическую прочность легким продергиванием. Поверхность застывшего припоя не должна иметь шероховатостей, пор.
На этом этапе многие работники считают процесс законченным, что неправильно. Необходимо удалить следы оставшегося флюса с поверхностей и дорожек.
Дело в том, что канифоль, являясь хорошим диэлектриком, обладает гигроскопичностью. Влага же, впитанная ей, нарушает изоляционные свойства. В результате на ответственных участках микросхем и малогабаритных электронных плат возможны токи утечек. Они приведут к сбоям в работе микропроцессорных устройств.
Да и внешний вид пропаянного участка изменится, станет более аккуратным, скроются следы ремонта.
Удаляют остатки флюса с дорожек спиртом. Он растворяет возникшие подтеки, после чего обработанное место протирается сухой чистой тряпочкой.
В продаже можно встретить трубчатый припой в виде прутков с канифолью, расположенную во внутренних полостях. Такой материал сокращает время пайки, удобен в работе.
Как паять растворенной и гель-канифолью
Технологический процесс практически повторяет предыдущий метод. Только в нем используется жидкий флюс, диктующий особенности:
- Спиртовым раствором или гель-канифолью первоначально покрывают очищенные контактные площадки для лужения.
- Обрабатывают их разогретым паяльником с каплей припоя, обеспечивая равномерное тонкое покрытие.
Залуженные детали прочно соединяют и пропаивают, как описано выше.
Упражнение для освоения качества пайки от бывалых
Проверить свое мастерство и усовершенствовать практический навык может любой человек. Для этого потребуется паяльник с подготовленным рабочим местом и кусочек медного провода от электропроводки.
Из него нарезается 12 отрезков одинаковой длины порядка пары сантиметров. Они будут служить ребрами кубика. А его потребуется спаять и проверить на прочность небольшим усилием сжатия в ладони.
Тренируйтесь на этом упражнении и осваивайте правильную, качественную пайку. Надеюсь, что мой материал про канифоль: что это такое поможет вам хорошо развить этот навык. Если же знаете другие способы или имеете отличное от меня мнение, то пишите его в комментариях. А я рекомендую посмотреть видеоролик автора AlexGyver «Как паять паяльником».
https://youtube.com/watch?v=k40A1iczJW4%3Ffeature%3Doembed
В нем много полезной информации.
- https://TehnoPanorama.ru/giroskuter/chem-luchshe-payat-kanifolyu-ili-flyusom.html: использовано 3 блоков из 4, кол-во символов 3198 (15%)
- https://ElectrikBlog.ru/kanifol-chto-eto-takoe-i-kak-ej-polzovatsya-podrobnaya-instrukcziya/: использовано 5 блоков из 6, кол-во символов 16521 (76%)
- http://www.CyberForum.ru/electronics/thread453162.html: использовано 2 блоков из 2, кол-во символов 1991 (9%)
У этого термина существуют и другие значения, см. Флюс.

Разные паяльные флюсы и моток припоя

Паяльная кислота и жидкая канифоль
ОписаниеПравить
- способствуют лучшему смачиванию припаиваемых или свариваемых деталей;
- способствуют лучшему растеканию припоя по шву;
- предохраняют нагретый при пайке металл от окисления.
В зависимости от технологии, флюс может использоваться в виде жидкости, пасты или порошка. Существуют также паяльные пасты, содержащие частицы припоя вместе с флюсом; иногда трубка из припоя содержит внутри флюс-заполнитель. Остатки разных флюсов могут быть как диэлектриками, так и проводить электричество. В случае электросварки флюс обычно наносится на поверхность сварочного электрода в качестве покрытия. Иногда добавляется в зону сварки в виде порошка.
Примерами флюсов могут служить:
- канифоль — смесь смоляных кислот и их изомеров;
- нашатырь (хлорид аммония, NH4Cl);
- соли, например, бура (тетраборат натрия, Na2B4O7).
- ортофосфорная кислота — раствор кислоты в воде, от 85 % и менее с добавками присадок
- паяльная кислота — водный раствор хлорида цинка, активный флюс
КлассификацияПравить
Основные требования к таким флюсам — низкий ток утечки и низкая коррозионная активность.
Простейшие флюсы такого типа создают на основе канифоли — например, растворы канифоли в спирте — этаноле либо других спиртах или спирто-бензиновой смеси, они подходят только для меди. Также часто применяются кислотные флюсы — разнообразные кислоты и их соли, но в связи с большой кислотностью, необходимо промывать место пайки. Даже такой флюс, как глицерин, после пайки необходимо смыть с печатной платы, так как он достаточно гигроскопичный (влагоемкий), чтобы под действием собранной им влаги место пайки быстро окислилось. Исключением является канифоль и её спиртовые растворы из-за того, что она покрывая поверхность также срабатывает как своеобразное нейтральное защитное покрытие.
Флюсы для алюминиевых сплавов
Хотя алюминиевые сплавы можно паять свинцово-оловянными припоями, лучшие результаты достигаются с многокомпонентными припоями, содержащими цинк, кадмий, висмут и другие металлы.
Применяется «бинарный» флюс: концентрированная ортофосфорная кислота (часто называемая просто фосфорной) — до побеления, затем 20%-я эвтектика (50 мол.%, а.и. 8:11,5) NaOH—KOH в глицерине.
Флюсы для пайки нержавеющих сталей
- Технология конструкционных материалов: Учебник для студентов машиностроительных специальностей вузов / А. М. Дальский, Т. М. Барсукова, Л. Н. Бухаркин и др.; Под ред. А. М. Дальского. — 5-е изд., исправленное. — М.: Машиностроение, 2004. — С. 283. — 512 с.
- Припои и флюсы. Дата обращения: 6 июля 2015. Архивировано 5 апреля 2009 года.
- ГОСТ 19250-73. Флюсы паяльные. Классификация. internet-law.ru. Дата обращения: 23 марта 2020. Архивировано 23 марта 2020 года.
СсылкиПравить
Паяльная паста (припойная паста) — механическая смесь порошка припоя, связующего вещества (или смазки), флюса и некоторых других компонентов.

Паяльные пасты широко применяются в радиоэлектронной промышленности для монтажа планарных (SMD) компонентов на печатную плату. Специальные паяльные пасты нашли применение при монтаже медных и латунных труб и фитингов в системах водоснабжения.




