

- Общие сведения
- Свинцовосодержащие паяльные пасты Union Soltek
- Какой должна быть
- Водосмываемые паяльные пасты Union Soltek.
- G4-WS500, G4А-WS500
- Основные характеристики припойной (паяльной) пасты
- Бессвинцовые паяльные пасты Union Soltek.
- Свойства
- Паяльная паста: как пользоваться
- Каплеструйный метод
- Можно ли сделать в домашних условиях
- Выбор паяльника
- Температурный режим
- Воздействие влаги
Общие сведения
Паяльная паста представляет собой пастообразную массу, которая состоит из множества маленьких частиц припоя сферической формы, флюса и разных добавок. Зачем она нужна и что с ней делать?
Пасты паяльные используются для поверхностного монтажа электронных компонентов методом пайки на печатных платах, гибридных интегральных схемах, подложках из керамики. После нанесения на поверхность состав сохраняет активность в течение нескольких часов. Сфера применения – промышленность.
Согласно общепринятым правилам и регламентным положениям, допускается применение следующих компонентов для того чтобы знать как пользоваться паяльным флюсом в домашних и производственных целях.
- Припои с порошкообразными формами и вариантами дробления.
- Флюсовые компоненты.
- Связующие материалы.
- Общие добавки и специальные активаторы.
В качестве компонентов для припоя используют олово, серебро, а также традиционный свинец. Вместе с этим применения свинца в последнее время уходит на задний план, и нанесение паяльной пасты через трафарет осуществляется при помощи безсвинцовых компонентов.

Далее, нужно учитывать следующее перед тем, как паять паяльной пастой, в каждом компоненты используют специальный флюс, который играет своеобразную роль обезжиривателя. Существенную роль в этом случае играют SMD компоненты, которые используются в большинстве групп печатных паст, и срок годности паяльной пасты из-за наличия активных химических компонентов составляет не более 6 месяцев.
Свинцовосодержащие паяльные пасты Union Soltek
Пасты с флюсом, не требующим отмывки, состоящие из RMA-флюса и припойного порошка, слабо подверженного процессам
окисления и с равномерным распределением частиц постоянной, строго сферической формы.
Применяемый флюс является продуктом новейшего поколения, не требующим отмывки. Используемый флюс не содержит
галогенов. Это позволяет улучшить не только технологические свойства припоя, но и значительно увеличить
надёжность изделий. Потребителями нашей пасты отмечена очень хорошая растекаемость припоя по инверсионному
золоту (как у паст с активным флюсом) и улучшенная пайка элементов изготовленных по бессвинцовым технологиям.
- Используемые сплавы: Sn63/Pb37; Sn62/Pb36/Ag2
- Не требует отмывки – после пайки остатки флюса не способствуют коррозии и другим процессам, вызывающим
ухудшение электронных характеристик изделия. - Высокая смачиваемость во время процесса оплавления. Обеспечивает качественное удаление оксидных плёнок с
поверхностей паяемых металлов. - Высокая надёжность образуемых паяных соединений.
- Не вызывают образование шариков припоя вблизи контактных площадок.
- Применяются для компонентов с малым шагом выводов
- Не способствуют образованию перемычек между выводами компонентов после пайки за счёт резкого осаждения.
- Длительный срок хранения при минимальном изменении вязкости.
| Sn63/Pb37 | Sn62/Pb36/Ag2 | Sn62/Pb36/Ag2 | — |
| RМА | RМА | RМА | — |
| 9.5±0.2 | 9.5±0.2 | 9.5±0.2 | % |
Какой должна быть
Паяльная паста должна соответствовать определенным требованиям:
- не окисляться;
- быстро не распадаться на слои;
- сохранять свойства вязкости и клейкости;
- оставлять исключительно удаляемые отходы после пайки;
- не разбрызгиваться при воздействии источника нагрева с высокой концентрацией;
- не оказывать отрицательное влияние на плату с технической точки зрения;
- поддаваться воздействию традиционных растворителей.
Водосмываемые паяльные пасты Union Soltek.
G4-WS500, G4А-WS500
Отличительной особенностью этих паст является высокотехнологичность пасты с водорастворимым флюсом, остатки
которого, легко удаляются горячей водой, без использования дополнительных растворителей. Эти пасты идеально подходят
для процессов пайки поверхностей печатных плат и компонентов с плохой паяемостью и для технологических процессов,
включающих в себя требование обязательной промывки плат.
- Используемые сплавы: Sn62/Pb36/Ag2; Sn63/Pb37
- Легкость очистки при пайке оплавлением
- Широкое окно профиля оплавления
- Для SMT процессов, требующих водное промывание плат.
Спецификация
| Sn63/Pb37 | Sn62/Pb36/Ag2 | — |
| PМА | PМА | — |
| 10.0±0.2 | 10.0±0.2 | % |
Основные характеристики припойной (паяльной) пасты
Физико-химические свойства припойной смеси определяются процентным содержанием связующих веществ, наличие которых обеспечивает необходимую консистенцию пасты, ее клеящие свойства и адгезию к подложке. К основным характеристикам паяльной пасты относят:
- состав компонентов (свинцовые и бессвинцовые припои, смеси с легирующими добавками и т.п.);
- размер частиц припоя по классификации IliS;
- форма частиц — определяет качество дозирования;
- вязкость — определяет способ нанесения (через трафарет или с помощью дозатора);
- паяемость — зависит от степени окисленности частиц припоя и загрязненности их поверхности.
Так же принято разделять паяльные пасты безотмывочные, не вызывающие коррозии, и водосмываемые, способные коррозировать в местах пайки из-за наличия в составес органических веществ.

И, конечно же, важная для покупателя характеристика товара паяльная паста — цена, поэтому в нашем ассортименте представлена продукция производителя, нашедшего оптимальный баланс между качеством и стоимостью продукта.
Форма и габариты частиц припоя
От характеристик частиц припоя зависит то, каким образом будет осуществляться нанесение паяльной пасты на поверхность. Составы с маленькими частицами к окислению склонны значительно меньше. К тому же, если вещество для пайки имеет крупные частицы нерегулярной формы, это грозит закупоркой трафарета, следовательно, процедура нанесения потерпит крах.
Удельный вес метала в составе
Этот показатель определяет толщину оплавленного припоя, от него зависит степень осадки и растекания вещества для пайки. Толщина соединения после оплавления находится в прямой зависимости от удельного веса металла в составе пасты: чем его процентное содержание выше, тем больше толщина соединения после того, как осуществлено оплавление паяльной пасты.
Тип флюса в составе пасты
Влияет на уровень активности вещества, наличие необходимости отмывки. В зависимости от метода удаления флюсовых остатков различают три группы флюсов:
- Канифольные. Основным составным элементом является очищенная натуральная смола, которая добыта из древесины сосны. Канифольные флюсы делятся на неактивированные, среднеактивированные и активированные слабокоррозионные. Для первых свойственны минимальные показатели активности, вторые достаточно легко поддаются очистке, обеспечивают хорошее смачивание и растекаемость припоя, третьи характеризуются наибольшими показателями активности и низким уровнем спроса.
- Водосмываемые. Содержат органические кислоты. Применение водосмываемого активного флюса является гарантом получения хорошего результата пайки, при этом существует необходимость отмывки деионизированной водой, имеющей температуру 55-65 градусов.
- Безотмывные. Не нуждаются в отмывке. Произведены на основе смол натурального и синтетического типа. Удельный вес смолы в составе таких флюсов составляет 35-45%. Проявляют среднюю активность, их остатки после пайки не являются коррозионными и проводящими, а концентрация твердых осадков может достичь максимум 2%.
Бессвинцовые паяльные пасты Union Soltek.
Это — бессвинцовые паяльные пасты, на основе Pb-free порошкообразного припоя. Припой изготовлен из высокочистого
сплава, содержащего минимальное количество примесей в соответствии с требованиями стандартов J-STD-006 и EN29453
(содержание свинца в сплаве в 10 раз меньше допустимого значения разрешаемого этими стандартами).

Поскольку пасты не содержат свинец, это вносит свой вклад в защиту окружающей среды.
Паяльная паста LF3-981 предназначена для обеспечения низкой температуры в процессе поверхностного монтажа.
Бессвинцовый сплав (Sn42/Bi58) с температурой плавления 138°С имеет широкое окно оплавления и может использоваться с
пиковыми температурами термопрофиля от 160°C до 190°C.
Кроме того, благодаря использованию новейшего флюса, не требующего отмывки, надежность изделий получается
превосходной.
- Используемые Pb-free сплавы: Sn/Ag/Cu; Sn/Bi
- Прозрачные остатки флюса идеальны для светодиодных сборок
- Не вызывает образования шариков припоя на плате и между компонентами
- Превосходная пайка, благодаря отличному смачиванию.
- Флюс не содержит галогенов.
- Может быть использована как в воздушной среде, так и среде азота.
| Sn96.5/Ag3.0/Cu0.5 | Sn99/Ag0.3/Cu0.7 | Sn42/Bi58 | — |
| ROL1 | ROL1 | ROL1 | — |
| 11±0.2 | 11±0.2 | 11±0.2 | % |
Свойства
Вязкость
Это не что иное, как густота паяльного пастообразного вещества. Паста наделена способностью изменения степени своей вязкости при воздействии нагрузки механического типа. Определить ее можно с помощью специальных приборов: вискозиметров Брукфилда и Малкома. Как правило, этот показатель указывается методом маркировки.
Осадка
Паяльные пасты обладают способностью увеличиваться в размерах после, того как отпечаток нанесен на поверхность. Рассматриваемый показатель должен находиться на низком уровне, поскольку значительное увеличение размеров отпечатка паяльной пасты является причиной образования перемычек.
Время сохранения свойств
Находит свое отражение в таких показателях, как наибольшее время пребывания вещества на трафаретке до нанесения или после нанесения, которое не влечет за собой деградацию свойств. В большинстве случаев значение первого параметра находится в пределах 8-48 часов, второго — 72 часа. Фиксируются эти показатели производителем на упаковке. Причем может быть указан как один параметр (любой из двух), так и оба.
Клейкость
Идентифицирует возможность паяльной пасты удерживать SMD-компоненты на своих местах после инсталляции их на поверхность и до паяльной процедуры. Степень клейкости свидетельствует о «жизнеспособности» пасты и определяет ее срок годности. Вычисляется посредством реализации специального теста, при котором используется традиционный тестер, способный измерять силу, необходимую для передвижения элемента определенных весовых параметров с площади пастообразного вещества тех или иных размеров.
Наличие клеистой способности и ее уровень зависят от типа паяльной пасты. В среднем же время удержания находится в диапазоне 4-8 часов, в то время как максимальный показатель, который характерен для ряда паст, может достигать 24 часов и более.
Паяльная паста: как пользоваться
1. Общие условия использования:
- помещение, где производятся паяльные работы, должно быть чистым, не являться источником или местом сосредоточения пыли или каких-либо иных загрязнений;
- в целях индивидуальной защиты использовать защитные очки для глаз и перчатки для рук;
- для отмывки уже нанесенной пасты с поверхности платы применять изопропиловый спирт или другие вещества-растворители.

2. До вскрытия упаковочной тары:
- поместить пасту в помещение, в котором температурный режим находится в пределах 22-28 градусов, а влажность – 30-60%;
- перед тем как открыть упаковку, выдержать пасту при комнатной температуре как минимум пару часов, при этом прибегать к применению искусственных способов разогрева вещества категорически запрещено;
- в процессе работы паяльное вещество следует регулярно перемешивать.
3. После вскрытия упаковочной тары:
- нанести на трафаретное полотно приблизительно 2/3 от всего количества паяльного вещества;

- учитывая скорость производственного процесса, по мере использования нанесенной пасты необходимо добавлять небольшими порциями оставшееся паяльное вещество;
- если печатные работы завершены, а паяльная паста для поверхностного монтажа осталась, ни в коем случае нельзя смешивать ее с новой, а хранить следует в отдельной емкости в холодильном оборудовании;
- если паяльные работы не окончены, для их продолжения можно использовать как начатую паяльную пасту, так и новую, главное условие здесь – смешать ранее вскрытую пасту в соотношении 1:2 с новой и тщательно перемешать для получения однородной массы;
- монтаж компонентов на печатную плату следует произвести как можно быстрее, собственно говоря, такими же ускоренными темпами ее нужно потом и пропаять;
- в случае возникновения вынужденной паузы в работе, которая превысит 60 минут, остатки паяльной пасты (то есть той пасты, которая была нанесена на трафарет, но использована не до конца) убрать в специальную емкость и плотно ее закрыть;
- в целях получения высококачественной трафаретной печати рекомендуется производить очистку трафаретного полотна каждые 40-45 минут.
Каплеструйный метод
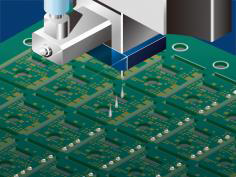
Диспенсерная печать – способ нанесения паяльного вещества посредством его «выстреливания» при практически комнатных температурных показателях (около 30 градусов) из картриджа через эжектор на печатную плату именно в то место, в которое следует нанести пасту, исходя из схемы платы. Картридж находится в постоянном движении, следуя по ординате и абсциссе над поверхностью печатной платы.
Пользуется наибольшей популярностью, подразумевает нанесение пасты на паяльную поверхность посредством продавливания через апертуры в трафаретном полотне специально предназначенным инструментом – ракелем. При этом ракель совершает перемещательные движения по поверхности трафарета в горизонтальном положении.
Пошаговая инструкция при трафаретном методе:
- Шаг 1. Зафиксировать паяльную поверхность (плату) в рабочей зоне.
- Шаг 2. Совместить с абсолютной точностью паяльную плату и трафарет.
- Шаг 3. Выдавить или нанести необходимое количество паяльной пасты на трафаретное полотно.
- Шаг 4. Нанести пастообразное вещество через трафарет, используя ракель.
- Шаг 5. Проверить качественные характеристики нанесения паяльного вещества.
- Шаг 6. Снять паяльную поверхность.
- Шаг 7. Произвести очистку трафарета.
Можно ли сделать в домашних условиях
Паяльные пасты требуют не только соблюдения правил эксплуатации, но и особых условий хранения, основные среди них следующие:
- температура помещения, где хранится вещество, не должна превышать 25°С;
- температурный диапазон хранения пасты зависит от производителя и может находится в пределах 4-10°С;
- годность пасты при хранении в рекомендуемых условиях для составов с водосмываемыми флюсами составляет 3-6 месяцев, а с несмываемыми – 6-12 месяцев;
- пайка паяльной пастойдолжна осуществляться в помещении, где показатель относительной влажности соответствует 60-80%.
- начатые пасты разрешается хранить не более 12 часов;
- в целях снижения степени деградации, которая осталась от предыдущего процесса пайки, в новых паяльных работах пасту задействовать можно, но только с добавлением новой;
- банки, картриджи и шприцы с паяльным веществом хранить следует только в вертикальном положении, наконечниками шприцов вниз для исключения возможности расслоения.
Может ли быть создана паяльная паста своими руками дома? Конечно, да!
Рецепт 1
Ингредиенты: пальмоядровое масло, хлористый аммоний (5-10%), солянокислый анилин.

Способ приготовления: хлористый аммоний и солянокислый анилин смешать с пальмоядровым маслом до получения однородной пастообразной массы.
Рецепт 2
Ингредиенты: масло растительного происхождения (100 г), жир говяжий (300 г), канифоль натуральная (500 г), хлористый аммоний (100 г).
Способ приготовления: масло, жир и канифоль расплавить в широкой фарфоровой чашке на водяной бане. Растереть аммоний в порошок и добавить в смесь. Тщательно перемешать до получения пасты.
Рецепт 3
Ингредиенты: хлористый аммоний (100 г), масло минеральное (900 г).
Способ приготовления: растереть ингредиенты в ступе из фарфора. Хранить в стеклянном сосуде закрытого типа.

Для промышленного производства паста для пайки SMD компонентов адаптирована под групповую систему, где задействована электронная система нанесения флюса по поверхности микросхемы. На поверхности контактных рабочих площадках используют тонкую технологию нанесения при помощи шелкографии. Таким образом, по своей технологии и консистенции материал чем-то напоминает нам привычную зубную пасту.

Внешний вид пасты для СМД
Автоматизированная система аккуратно переворачивает платы, которые необходимо запаять, далее микросхемы перемещаются в температурный шкаф, где происходить растекание массы с последующим припоем. В печи, под воздействие требуемой температуры происходит условное обтекание технологических контактных ножек SMD компонентов, и в итоге получается довольно прочное соединение. После температурного шкафа микросхему снова перемещают в естественную среду, где происходит остывание.
Теоретически да, но практически нужен довольно большой опыт для проведения данной технологической операции. Для работы нам понадобятся следующие инструменты и препараты:
- Специальный паяльник с тонким жалом для SMD-компонентов.
- Бокорезы инструментальные.
- Пинцет производственный.
- Шило или специальная тонкая игла.
- Материал припоя.
- Увеличительное стекло, можно лупу (необходимо будет постоянно наблюдать за тонкими ножками СМД-компонентов).
- Флюс с нейтральными безотмывочными свойствами (дополнительный препарат).
- Шприц, при помощи которого будем наносить флюс.
- Если нет безотмывочного препарата, используем настой спиртовой и канифоль.
- Паяльный фен средней нагрузки и мощности.
Флюс всегда должен быть в жидком состоянии, таким образом, вы полностью обеззараживаете поверхность микросхемы. Кроме этого, препарат в процессе работы убирает образование окислов на поверхности платы. Помните, что спиртовой раствор совместно с канифолью не могут обеспечить качество пайки, и их применение допустимо только в том случае, если нет под рукой подходящего состава для пайки.
Выбор паяльника 
Для работы требуется подобрать специальный паяльник, который имеет регулировку диапазона нагрева. Для работы с микросхемой подойдёт паяльник, который имеет рабочую температуру нагрева не боле 250… 300 С. Если под рукой нет такого паяльника, допускается использовать устройство с мощностью от 20 до 30 Вт и не более 12-36 Вольт.
Паяльник с напряжением 220 Вольт не сможет обеспечить качество пайки, где очень трудно регулировать требуемую температуру нагрева флюса.

Паяльник для пайки СМД компонентов
Не советуем применять паяльник с жалом типа «конус», это приведёт к повреждению обрабатываемой поверхности. Самым оптимальным жалом является тип «микроволна». Паяльник с напряжением 220 Вольт не только быстро нагревается, но и приводит к тому, что в процессе пайки происходит улетучивание компонентов. Для эффективной работы паяльника, рекомендуем использовать тончайшую проволочку для обеспечения взаимодействия жала, флюса и припоя.
- Помещаем SMD- компоненты на специальную контактную рабочую площадку.
- Наносим жидкий препарат на ножки задействованных компонентов очень аккуратно.
- Под действие рабочей температуры происходит растекание флюса и припоя по контактной площадке.
- Даём время необходимого для того, чтобы могли остыть контакты и препарат на поверхности платы.

Но, для микросхемы процедура пайки немного отличается от вышеприведённой:
- Производим монтаж SMD-контактов на точно установленные контактные места.
- В метах соединения смачиваем флюсом.
- Для качественного припоя делаем надёжный контакт с одной стороны, после этого припаиваем другую ножку.
- Предельно аккуратно припаиваем другие рабочие компоненты, не забываем при этом жалом паяльника удалять образования.
В некоторых случаях допускается использовать для пайки специальный паяльный фен, но для этого необходимо создать подобающие рабочие условия. Помните, что фен допускается разогревать только до температуры 250 С, не более (в редких случаях до 300 С).
Температурный режим
Паяльные пасты чувствительны к существенно низким и высоким показателям температуры. Учитывая то, что в основе содержатся два материала различной плотности (флюс и припой), считается возможным естественный процесс расслоения флюса и других составных элементов паяльного вещества, а также возникновение тоненького слоя флюса над поверхностью.
Нахождение пасты под воздействием высоких температур продолжительное время приводит к значительному расслоению флюса и оставшейся пасты, является причиной образования толстого приповерхностного слоя флюса. Что же получается в результате? А получается, что паста паяльная лишается своих свойств, а, следовательно, нанесение ее на поверхность будет дефективным. Температурный режим, показатели которого выше 30°С, и вовсе спровоцирует химическое разложение паяльного вещества.
При воздействии низких температурных показателей паста теряет свою смачивающую способность, поскольку активаторы флюса частично или полностью переходят в осадок. Составы некоторых производителей все же можно хранить при температуре от –20 до 5°С.
Воздействие влаги
Наиболее пагубное воздействие на паяльную пасту оказывают не низкие и высокие температуры, а влага. Если уровень влажности повышен, припойные шарики, находящиеся в составе пасты, начинают окисляться быстрыми темпами, что приводит к трате активаторов флюса с целью произведения очистки шариков, а не на паяемые поверхности, как это должно быть.







")

