
- Трубы большого диаметра
- Условия обеспечения прочности
- Типы медных фитингов под пайку
- Подготовка медных труб
- Общий порядок работ
- Материалы, необходимые для работы
- Припой и флюс
- Горелка
- Правильная технология выполнения работ
- Нанесение флюса
- Особенности пайки
- Разница между пайкой медни и латуни
- Изоляция патрубков в обогревательной сети
- Паяльники «Dremel»
Трубы большого диаметра
Данные изделия отличаются прочностью, долговечностью, выдерживают высокие значения давления и температуры, а также не боятся ультрафиолетового излучения.
Для спаивания труб из меди понадобятся труборез, расширитель, молоток, рулетка и фаскосниматель. Выбор трубореза определяется диаметром используемых изделий. Он позволяет получить ровный срез, который перпендикулярный к оси трубы. Фаскосниматели применяются для снятия грата и фаски с краев изделий. Снятие заусенцев с внешних и внутренних краев труб облегчает их всовывание друг в друга. Фаскосниматели бывают в круглом корпусе (с ограничением диаметра трубы в 3,6 см) либо в виде карандаша.
Если соединение медных труб не предполагает использование фитингов, то используется труборасширитель.
В помещении проведения пайки медной трубы не должно находиться легковоспламеняющихся и горючих веществ. Также необходимо обеспечить хорошую вентиляцию и проветривание.
Для качественного соединения важен ровный срез, поэтому трубу нужно обрезать специальным приспособлением — труборезом

Низкотемпературная пайка применяется при установке водопроводных и отопительных сетей с температурой теплоносителя до 130 °С и диаметром труб до 10 см.
Пайка при низкой температуре подходит для монтажа водопроводов
Технология соединения медных изделий мягким припоем предполагает предварительную зачистку поверхностей, нанесение кисточкой флюс-пасты и вставку элементов друг в друга. Далее, место соединения раскаляется газовой горелкой до 200-250 градусов. Припой наносится на край соединения.
Во время пайки важно помнить, что температура пламени горелки может достигать 1 тыс. градусов, поэтому для разогрева элементов достаточно 15-20 секунд. Для равномерности нагрева пламя необходимо постоянно перемещать. Контроль степени прогрева выполняется по цвету флюса. После его потемнения необходимо брать припой.
После введения мягкого припоя в зону пайки при соприкосновении с нагретой медной трубой оловянная проволока начинает таять и скользить по флюсу в шов. Постепенно разогретая масса заполняет пространство между раструбом и трубой.
Для пайки труб диаметром менее 28 мм из-за возможности перегрева материала и повреждения поверхности трубы, используется только мягкий припой для пайки медных труб. Подготовка стыка для пайки и мягкой пайки по существу такая же, как и в общих случаях: резка труб, удаление заусенцев по краям, расширение концов труб (если соединители не используются), очистка поверхности трубы в точке соединения и применение флюса. Наиболее рекомендуемыми связующими для мягкой пайки медных установок являются свинцово- оловянные припои.
Следует отметить, что по санитарным соображениям припой, содержащий кадмий и свинец, не допускается использовать в установках для питьевой воды. В этом случае используются олово — медный (S — Sn97Cu3) и оловянно — серебряный (S — Sn97Ag3) припой. Часто для пайки мягких медных установок используются флюс или разъёмы с зажимным припоем с флюсом.

В дополнение необходимо использовать паяльный поток, который растворяет оксиды с поверхности паяных элементов и защищает от повторного окисления во время пайки. Флюсы для мягкой пайки обычно представляют собой пасту, гель или жидкость, которые после пайки должны оставаться неагрессивными, а в случае установок для питьевой воды — нетоксичными, шлаками, легко моющиеся холодной водой.
Трубные хомуты крепко упирают трубы в стену, опорную балку или другую конструкцию. Эти зажимы обычно представляют собой один кронштейн с двумя отверстиями для крепления на твёрдую поверхность или гибкую металлическую полосу с отверстиями, пробитыми каждые несколько сантиметров. Для любого типа зажима необходимо крепление к стене или балке.
Есть несколько типов крепёжных элементов на выбор:
- зажимы для трубы из меди;
- гвозди;
- винты и болты;
- пластиковые зажимы и крепёжные детали;
- альтернативные крепёжные детали.
Такие трубы обычно требуют зажимов, так как использование того же типа металла уменьшит условие возникновения коррозии от низких электрических токов, создаваемых при соединении разных металлов. Медь обеспечивает гибкий зажим, который позволяет трубам расширяться и сжиматься в разных погодных условиях.
Гвозди вставляют с обеих сторон зажима трубы и закрепляют на месте, чтобы укрепить фиксатор на стене или на другой поверхности. Лучше всего они подходят для дерева, но могут использоваться с гипсокартоном и открытым сайдингом.
Важно использовать цинковые гвозди, чтобы избежать коррозии головки гвоздя с течением времени. Установка крепежа требует осторожности. Трубы из меди легко сгибаются, и пропущенный удар с помощью молотка может её повредить. Перед проведением пайки лучше начать с видеоурока, где продемонстрирована правильная технология.

Винты и болты являются ещё одним вариантом крепления хомутов. Винты требуют использования свёрла, но намного крепче, чем гвозди. Винты хорошо работают в древесине, но также могут быть установлены в бетонные или другие твёрдые поверхности. Некоторые хомуты для труб обвязывают с использованием болтов.
Можно использовать пластиковые зажимы и крепёжные детали с медными трубами. Пластик не будет коррозировать на медной поверхности и удерживается так же плотно, как и медные зажимы. Также применяются пластиковые застёжки-молнии для соединения трубы с другой поверхностью. Это особенно полезно, когда нецелесообразно использовать медный трубный зажим с гвоздями или винтами, например, при соединении нескольких труб. Пластиковые застёжки-молнии поставляются в самых разных размерах для любого применения.
Как правильно паять медные трубы большого диаметра знают не все. В целом весь процесс работы не отличается от работы с другими объемами.
| Автор | Поделитесь | Оцените | Виктор Самолин |
|---|
На рынке есть два типа медных труб: отожженные и неотоженные. Отожженные после формирования проходят дополнительную термическую обработку — их нагревают до 600-700°C. Эта процедура возвращает материалу эластичность, которая теряется при формовке. Потому отожженные трубы более дорогие, но и более гибкие — они могут выносить даже замерзание воды. К недостаткам данных изделий можно отнести меньшую прочность — она снижается из-за нагрева.

Трубы из меди есть разные
Неотожженные медные трубы более прочные, но практически не гнутся. При разводке водопровода или отопления их нарезают на куски, а все отводы делают при помощи соответствующих фитингов.
Есть медные трубы с разной толщиной стенки, продаются отожженные в бухтах по 25 и 50 метров, неотожженные прогонами по 3 метра. Если говорить о чистоте материала, то согласно ГОСТу 859-2001 в изделиях должно присутствовать не менее 99% меди.
Условия обеспечения прочности
Одним из условий герметичности и прочности паяных изделий является соответствующая ширина паяного соединения. Для обеспечения этого условия используются специальные устройства разъёмов, двухконечных колен, колпачков, тройников. Медь может паяться:
- мягкими припоями (температура плавления ниже 450 C);
- твёрдыми припоями (температура плавления выше 450 C).

Типы припоя, используемые на медных водопроводных трубах:
- 40 процентов свинца / 60 процентов олова, например ПОС-61;
- 95 процентов олово-сурьмы / 5 процентов свинца;
- 50-процентный свинцовый припой рекомендуется на линиях сплава меди, которые не должны использоваться для питьевой воды;
- бессвинцовый припой, для труб, используемых в водоснабжении.
Типы медных фитингов под пайку
Медные фитинги под прессовку дают возможность получить разборное соединение, которое характеризуется невысокой надежностью.
Вначале обрезают заготовки необходимого размера. Если на ней имеется слой изоляции, то его на конце удаляют. С торцевой части снимают заусеницы.
И на нее надевают накидную гайку и кольцо обжима. После соединения гайки с фитингом соединение – резьба затягивается.
Если применяют переходники от стальных изделий к медным, то герметизацию выполняют фум-лентой. Ее накручивают на резьбу, а затем вворачивают в фитинг.
Такие стыки целесообразны в зонах, где имеется возможность постоянной проверки.
Низкоплавкие варианты на алюминиевой основе используют обширно. На проведение мероприятий с медными изделиями по монтажному зазору советуют использовать вид L-AL SL12.
Сюда же относят продукцию с составом серебра не меньше одной четверти сплава. Диапазон плавления данного материала составляет 600-800 градусов.
Еще необходимо отметить вид L-AG 40CD. Он тоже содержит 20% серебра. Спектр показателя температуры плавления колеблется в рамках от 600 до 635 градусов. Его можно встретить при работах не только с медными заготовками, но и с другими металлами.

Более детальную информацию по работе сплавов есть возможность получить по маркировке на DIN или попросить совета у профессионального мастера.
Флюс для пайки медных труб твердым припоем является очень важным элементом. Главным его компонентом являются борные соединения. Для усиления их активности, к ним добавляется фторные соединения.
Пайку меди могут делать посредством чистой буры. Для высокотемпературного вида она является универсальным флюсом.
Флюсы выпускают в разных формах:
- порошкообразная;
- жидкость;
- кристаллическая.
Чаще всего соединяются трубы из меди при помощи пайки и набора специальных фасонных элементов — фитингов. Есть так же фитинги под опрессовку. В них имеются канавки с установленным резиновым уплотнительным кольцом. Обжимаются они специальными клещами. Но данная технология используется нечасто — пайка считается более надежной.

Фитинги под опрессовку
Есть две технологии пайки медных труб с использованием различных припоев:
- Низкотемпературная — с мягким припоем. Как раз наш случай. Этот тип соединения применяется при прокладке водопроводов и систем отопления с температурой рабочей среды до 110°C. Низкотемпературная — это относительное понятие. В зоне пайки материалы разогреваются до 250-300°C.
- Высокотемпературная пайка с твердым припоем. Этот тип соединения используется в сетях с высоким давлением и температурой транспортируемой среды. В бытовых сетях — редко (хотя никто не запрещает), чаще в промышленных.
Какого типа пайку медных труб использовать — ваш выбор. Оба типа подходят как для водопровода, так и для отопления. Но для высокотемпературной требуется профессиональная горелка, в то время, как мягкий припой можно расплавить даже паяльной лампой или недорогой ручной горелкой с небольшим одноразовым баллоном с газом. Для соединения медных труб малого диаметра больше и не требуется.
Вообще, есть более двух десятков различных фасонных элементов для медных труб — фитингов, но чаще всего применяются три вида :
- муфты — для соединения двух труб;
- уголки — для поворота;
- тройники — для создания разветвлений в трубопроводе.

Муфты для пайки медных труб
Количество использованных фитингов можно минимизировать — медь можно гнуть, из-за чего уменьшится число необходимых уголков. Также при желании можно обойтись и без муфт: один конец труб можно расширить (используя расширитель) так, чтобы в него зашла труба и остался зазор для попадания туда припоя (порядка 0,2 мм). При создании расширения, трубы должны перекрываться не менее чем на 5 мм, но лучше — больше.
Без чего сложно обойтись — так это без тройников. Для врезки отвода есть оборудование — отбортовщик, но относится он к профессиональному и стоит немало. Так что в данном случае дешевле и проще обойтись тройниками.

Есть фитинги для пайки медных труб с впаянным припоем
Есть два типа фитингов — обычные, с раструбами, которые обеспечивают требуемый зазор для затекания припоя. В зону сварки припой подается вручную. Есть фитинги с вмонтированным припоем. Тогда на раструбе формируется канавка, в которую, при производстве, устанавливается кусок припоя, что делает процесс пайки проще — надо всего лишь нагреть зону сварки, но ведет к удорожанию фитингов.
Процедура пайки подходит для соединения медных изделий различных размеров. На момент работы применяемый припой заполняет небольшие зазоры. Выделяют два типа соединения:
- Высокотемпературный характеризуется тем, что плавка проводится при температуре 450°С. Выбирается сплав, в состав которого включается медь и серебро, так как они позволяют получить надежный шов. Получаемый шов называется твердым, его отжигают для повышения пластичности. Охлаждение рекомендуется проводить естественным способом. Твердое соединение подходит для труб, диаметр которых 12-159 мм. Чаще всего высокотемпературный метод применяется для получения газового трубопровода или отопительной системы.
- Низкотемпературная проводится при температуре меньше 450°С. Припой может содержать олово или свинец. Ширина получаемого шва должна быть в диапазоне 7-50 мм. Соединение этого типа по прочности не уступает первому, однако не приходится проводить отжиг. Использование низкой температуры для расплавки металла определяет безопасность процедуры. Шов может получаться при соединении трубы диаметром 6-108 мм.
Низкотемпературная технология соединения не подходит для создания системы газопровода, так как температура циркулирующей среды должна быть не выше 130°С.
Для спайки твёрдых медных установок рекомендуется использовать медно — фосфорное связующее с добавлением серебра, что улучшает пластические свойства припоя. Рекомендуется использовать серебряные связующие вещества Ag — Cu — Zn или Ag — Cu — Zn — Sn. Экономичным является использование оловянно — фосфорных припоев из-за относительно низкой цены по сравнению с серебряными припоями.
В других случаях поток флюса с соответствующей активностью следует использовать при температуре пайки, в зависимости от температуры плавления припоя. Флюсы для пайки могут быть в форме пасты, порошка, суспензии. На рынке также имеется флюс, содержащий пайку, или в виде покрытия или в сердечнике припоя. Тогда нет необходимости применять дополнительный поток к паяным поверхностям.
Прочность припаянных медно — фосфорных припоев составляет около 120 МПа, а серебряные припои около 170 МПа, поэтому она в несколько раз превышает прочность соединений, изготовленных с использованием оловянных припоев, о температуре плавления которых можно узнать здесь.

Пайка медных труб своими руками с использованием твердого припоя проводится, если планируется эксплуатация системы при температуре выше 110 °С. Для соединения необходима температура выше 700 градусов, поэтому пайку выполняют газопламенным способом.
Медно-фосфорный припой выпускается в виде прутьев и применяется для высокотемпературной пайки
Применение медно-фосфорного припоя не требует наличия флюса. Если правильно обеспечить равномерный нагрев концов изделий, то он заполнит зазор. Готовность соединения проверяется прутком припоя – он должен плавиться.
Этапы пайки такие:
- Собирается и прогревается стыковочный узел.
- В точку соединения раструба и трубы вводится припой, который размягчается горелкой.
- После первого сцепления труба проворачивается и размягченный припой наматывается на последующий участок стыка.
Преимуществами технологии пайки медных труб твердым припоем является:
- хорошая прочность шва;
- возможность уменьшения ширины соединения;
- применимость в системах, работающих при высокой температуре.
Так как правильная пайка медных труб твердым припоем должна исключать перегрев изделий, что приводит к разрывам, то выполнение работ лучше доверить специалистам.
Трубы, соединенные твердым припоем, используются в отопительных системах
Подготовка медных труб

Пайка медных труб своими руками должна проходить после подготовки рабочего места, а работу надо начинать с того, чтобы правильно подобрать инструмент для пайки медных труб и сопутствующие материалы.
Необходимые инструменты для пайки:
 Медный резак.
Медный резак.- Металлическая щётка.
- Трубогиб.
- Абразивная ткань.
- Пастообразный флюс.
- Бессвинцовый припой.
- Перчатки.
- Защитные очки.
Монтаж пайки соединений в установках осуществляется с использованием соответствующих горелок с пропановым воздухом или ацетиленовым кислородом. Температура пламени пропан — воздух составляет около 1900 C, а ацетиленового кислорода составляет около 3100 градусов. Высокая температура пламени оксиацетилена, с одной стороны, ускоряет процесс нагрева до температуры пайки, с другой стороны, создаёт опасность недопустимого плавления поверхности труб.
Инструмент для пайки, в частности, колпачок горелки, является критическим фактором, влияющим на качество. Таким образом, даже нагрев со стандартной горелкой, несмотря на очень высокую теплопроводность меди (411 Вт/м * К), может быть затруднён, особенно в местах, которые не позволяют перемещать паяльник. В таких ситуациях гораздо выгоднее использовать горелки с колпачками, которые равномерно нагревают область пайки.
Общий порядок работ
Пайку медных труб можно выполнять самостоятельно. Для работы потребуются:
- припой;
- стальная щетка;
- флюс;
- кисть;
- паяльник или газовая горелка.

Припой имеет вид проволоки с температурой плавления меньшей, чем у меди. Это позволяет выполнять соединение изделий нагреванием. С помощью стальной щетки при подготовительных работах очищаются внутренняя поверхность фитинга и внешняя часть трубы.
Припой бывает высокотемпературный, представляющий собой тонкую проволоку из меди с добавлением до 6% фосфора и имеющий температуру плавления 600-800 °С, и низкотемпературный – из олова, плавящегося при 300-400 °С.
Жидкий флюс наносится на муфту и трубу до сборки соединительного узла, твердый – расплавляется в зоне пайки. Флюс в виде пасты представляет собой загустевшую смесь, которая может быть нанесена как до, так и после процесса стыковки. Флюс очищает от окислов поверхность трубы, защищает место пайки от кислорода, способствует растекание припоя и улучшает сцепления соединяемых деталей.
Для разогрева металла и припоя необходима газовая горелка
Различают газовые горелки со стационарным баллоном или одноразовым. Существует отдельный вид горелок – ацетилен-кислородные, которые отличаются своей конструкцией. Выбор мощности аппарата для пайки осуществляется по температуре плавления припоя. Профессиональными инструментами проводится пайка медных труб твердым припоем, полупрофессиональными – твердым и мягким припоем.
Согласно требованиям, которые регламентирует СНиП, пайка твердыми материалами необходима при ремонте холодильного оборудования либо системы кондиционирования.
Мягким припоем осуществляется подведение коммуникаций.
Как происходит пайка медных труб
Для того чтобы осуществить соединение медных труб, необходимо подготовить следующие материалы:
- Припой;
- Флюс;
- Труборасширитель;
- Газовую горелку;
- Паяльник;
- Щетку.
Использование флюса имеет очень большое значение. Он предназначен для:
- Очистки поверхностей деталей от окислов;
- Лучшего растекания сплава;
- Защиты соединений от кислорода.

При пайке меди применяются флюсы, которые регламентируются ГОСТом. В состав таких флюсов входят компоненты из чистой буры. Флюсы выпускаются в виде жидкости либо порошка.
При низкотемпературной пайке удобно использовать специальные строительные фены, которые способствуют прогреванию труб со всех сторон.
На сегодняшний день производители предлагают различные варианты газовых горелок для медных изделий:
- Профессиональные;
- Полупрофессиональные;
- Для разогрева труб.
Процесс пайки медных труб
Соединение труб осуществляется в последовательном выполнении и соблюдении таких правил:
- Поверхность труб очищают от грязи и окислов щеткой;
- Детали подгоняют друг к другу и покрывают флюсом;
- Прикладывают припой и закрепляют мягкой проволокой;
- Детали нагревают, чтобы припой расплавился;
- Детали медленно охлаждают.
При высокотемпературном припое правильно, когда он плавится от тепла прогреваемого соединения, а не от пламени горелки.

При выполнении работ необходимо строго придерживаться всех норм по технике безопасности, так как при воздействии высоких температур со сплавами образуются опасные пары, что может привести к ожогам. Для соблюдения мер безопасности необходимо:
- Одевать специальную кислотостойкую спецодежду;
- Использовать защитные перчатки во избежание ожогов;
- Работу осуществлять в хорошо проветриваемом помещении.
Соблюдая все вышеперечисленные правила, пайка меди с помощью сплава будет выполнена качественно и надежно, а работа осуществлена без вреда для здоровья человека.
Перед тем как спаять медные трубки, вначале отрезают точную её длину, с помощью резака или ножовки. Если использовалась ножовочная пила, для обеспечения ровного разреза её следует обработать напильником либо удалить все внутренние и внешние заусенцы с помощью развёртки или другого инструмента для обработки острых кромок. Если трубка некруглая, её нужно довести до истинного размера с помощью инструмента для калибровки.
Области поверхности трубопровода должны быть чистыми и свободными от загрязнения маслом, жиром или оксидом. Они могут быть правильно очищены путём чистки щёткой из нержавеющей стали или обработкой наждачной тканью. Если на ней присутствует жир, необходимо очистить её растворителем, а также удалить все посторонние частицы, такие как наждачная пыль, протерев участки сухой тканью. Поверхность стыка должна быть очень чистой.
Технология нанесения флюса обеспечивает равномерность на концах труб и внутри фитингов. Она предотвратит окисление меди при нагревании, когда она будет достаточно горячей, чтобы припаяться. Не нужно использовать большое количество флюса, так как это приведёт к коррозии внутри трубы.
Весь лишний флюс удаляется хлопчатобумажной тканью. Нельзя работать с ним голыми руками, так как его химические вещества являются вредными для кожи. Как только фитинг или трубы будут установлены в схеме, надо начинать паять с верхней части шва, и как только он станет нагреваться, припой растечётся до самого конца соединения. В этот момент нужно держать факел паяльника подальше от трубы.
Сварка пропановой горелкой идеально подходит для небольших работ, в то время как ацетилен используется для труб размером более 3 / 4 дюйма. Перед сваркой нужно убедиться, что давление внутри трубы отсутствует. Нельзя выполнить процесс припайки, когда вода находится в ней. Необходимо слить воду и дождаться, пока она высохнет полностью.
Латунные фитинги требуют дополнительного тепла. Пламя устанавливается на среднем или высоком уровне для получения достаточной температуры плавления. Если пламя настроено правильно, оно будет гореть разными оттенками синего. Чрезвычайно горячие температуры находятся за видимыми участками пламени. Вставляют конец флюсованной трубки в фитинг, поддерживают конструкцию, чтобы обеспечить правильное выравнивание, пока сплав для пайки не затвердеет.

После этого удерживают шов в течение нескольких секунд (или более) -в зависимости от его размера. Теперь домашняя сборка готова к пайке. Для большинства работ с использованием кислород — ацетиленовых газов следует применять науглероживание или нейтральное пламя, которое имеет чётко выраженный внутренний конус.
Нужно избегать окисляющего пламени. Избыток ацетилена удаляет поверхностные оксиды из меди. Она будет яркой, а не тусклой или почерневшей из-за неправильного окисляющего факела.
Пайка с воздушными / ацетиленовыми факелами является популярной альтернативой кислородному. Поток топливного газа всасывает воздух в смеситель, он начинает вращаться для улучшения сгорания и повышения температуры пламени. Начинают нагрев трубки, сначала применяя факел в точке, расположенной непосредственно рядом с фитингом.
Распределять пламя нужно попеременно вокруг трубки и фитинга, пока оба не достигли температуры пайки перед нанесением паяльного наполнителя. Когда используется флюс, нагревать трубку нужно до тех пор, пока поток не пройдёт «барботирующий» диапазон температур, режим станет тихим, а сплав жидким и прозрачным, похожим на чистую воду.
Только после того, как базовые металлы будут нагреты до температуры пайки, техник может добавить металл — наполнитель. В это время пламя можно мгновенно обнаружить на кончике наполнителя, чтобы начать процесс плавления. Всегда нужно держать оба фитинга и трубки нагретыми, играя пламенем над трубой и фитингом, когда сплав для припоя втягивается в соединение. Припайный сплав будет диффундировать и полностью заполнить все области шва оцинковки.
Далее нужно прекратить подавать сплав припоя после заполнения зоны сварного соединения. Избыточный припой не улучшает качество или надёжность пайки и представляет собой отходы материала. Все остатки флюсов должны быть удалены для проверки и испытания под давлением. Сразу после того как сплав для пайки установлен, нужно закалить и удалить остатки флюса. При необходимости используется наждачную ткань или проволочную щётку.
Материалы, необходимые для работы
Пайка медных труб с оловом
К твердым металлам относятся:
- Медь;
- Цинк;
- Серебро;
- Фосфор.

Медь можно паять как мягким, так и твердым сплавом. Мягким сплавом соединяют водопроводные системы. Материал для пайки деталей выпускается в катушках в виде проволоки диаметром 2-3 мм. Твердый сплав изготавливается в форме профильных стержней. Твердым припоем соединяют те детали, где необходимо особо прочное соединение в условиях высоких температур. Твердые припои применяют:
- При изготовлении различных инструментов;
- Для соединения трубопроводов;
- При осуществлении ремонта автотранспорта;
- Для проведения ремонтных работ бытовых изделий.
Очень большую роль в образовании прочных швов при высокотемпературной пайке играет медь. Припой медный входит в состав практически любых твердых металлов, и в большинстве случаев является их основой. Фосфорный сплав для паяния состоит из меди с фосфором. Фосфорный сплав широко применяется в холодильной промышленности.
Трехкомпонентный сплав с содержанием серебра отличается:
- Высокой коррозийной устойчивостью;
- Прочностью;
- Устойчивостью к вибрационным нагрузкам;
- Пластичностью.
Пайка медных труб со свинцом
Цинковый припой в большинстве случаев применяют для алюминиевых материалов. Цинковый сплав имеет такие преимущества:
- Легкоплавкость;
- Коррозийную стойкость.
В зависимости от процентного соотношения состава металла меняется температура плавления. Чем больше содержится цинка, тем ниже температура плавления.
Серебряный сплав обеспечивает очень прочные и плотные швы. Он имеет низкую температуру плавления и отличается такими свойствами:
- Высокой прочностью;
- Пластичностью;
- Ударопрочностью;
- Антикоррозийностью;
- Устойчивостью к вибрационным нагрузкам.
Серебряным припоем можно паять любой метал. Но в силу того, что серебро является дорогим материалом, его используют в тех случаях, где необходимо особо качественное соединение.

Кроме труб и фитингов, понадобятся еще горелка, припой и флюс — для самой пайки. А еще трубогиб и несколько сопутствующих мелочей для обработки перед началом работ.

Ершик для зачистки фитингов изнутри
Припой и флюс
Пайка медных труб любого типа происходит при помощи флюса и припоя. Припой — это сплав обычно на основе олова с определенной температурой плавления, но обязательно ниже чем у меди. Он подается в зону пайки, разогревается до жидкого состояния и затекает в соединение. После остывания обеспечивает герметичное и прочное соединение.
Для любительской пайки медных труб своими руками подойдут припои а основе олова с добавлением серебра, висмута, сурьмы, меди. Лучшими считаются составы с добавлением серебра, но они наиболее дорогие, оптимальные — с медной добавкой. Есть еще с добавкой свинца, но они не должны использоваться при разводке водопровода. Все эти виды припоя обеспечивают хорошее качество шва и легкую пайку.

Флюс и припой — необходимые расходные материалы
Мягкий припой продается в небольших катушках-бобинах, жесткий — в пачках, нарезанный на куски.
Перед началом пайки место соединения обрабатывают флюсом. Флюс — это жидкое или пастообразное средство, которое обеспечивает затекание расплавленного припоя в соединение. Особо выбирать тут нечего: подойдет любой флюс для меди. Еще — для нанесения флюса понадобится маленькая кисточка. Лучше — с натуральной щетиной.
Горелка
Для работы с мягким припоем можно купить небольшую ручную горелку с одноразовым газовым баллоном. Эти баллоны крепятся к рукоятке, имеют объем от 200 мл. Несмотря на миниатюрность, температура пламени — от 1100°C и выше, чего более чем достаточно для расплавления мягкого припоя.

На что стоит обратить внимание — это на наличие пьезорозжига. Эта функция никак не лишняя — проще будет работать. На ручке ручной газовой горелки расположен вентиль. Он регулирует длину пламени (интенсивность подачи газа). Этим же вентилем перекрывается газ, если горелку надо потушить. Безопасность обеспечивает обратный клапан, который при отсутствии пламени перекроет подачу газа.

Ручная горелка для пайки медных труб
На некоторых моделях установлен отражатель пламени. Он не дает рассеиваться пламени, создавая более высокую температуру в зоне пайки. Благодаря чему горелка с отражателем позволяет работать в самых неудобных местах.
При работе в бытовыми и полупрофессиональными моделями надо быть аккуратными — не перегревать агрегат, чтобы не расплавился пластик. Потому выполнять за один раз много паек не стоит — лучше дать оборудованию остыть и подготовить в это время следующее соединение.
Для нарезания медных труб необходим труборез или ножовка с лезвием по металлу. Срез должен быть строго вертикальным, что обеспечивает труборез. А для гарантии ровного среза при помощи ножовки можно использовать обычное плотницкое стусло.

Труборез
При подготовке труб их надо зачищать. Для этого есть специальные металлические щетки и ершики (для зачистки внутренней поверхности), но можно обойтись наждачной бумагой со средним и мелким зерном.
Для удаления заусенец со срезов есть фаскосниматели. Отработанная ими труба лучше заходит в фитинг — его раструб лишь на доли миллиметра больше, чем наружный диаметр. Так что малейшие отклонения приводят к трудностям. Но, в принципе, можно все устранить наждачной бумагой. Потребуется только больше времени.
Еще желательно иметь защитные очки и перчатки. Большинство домашних мастеров пренебрегают этими средствами безопасности, но ожоги — это очень неприятно. Это все материалы и инструменты, необходимые для пайки медных труб.
Правильная технология выполнения работ
Пайка медных труб начинается с подготовки соединения. От качества подготовки зависит надежность соединения, потому уделяйте этому процессу достаточно времени и усилий.

Пайка медных труб состоит из нескольких этапов
Как уже говорили, срез трубы должен быть строго вертикальным, без заусенец, труба не должна быть замятой, край — ровный и гладкий. Если есть хоть небольшие отклонения, берем фаскосниматель или наждачную бумагу и доводим срез до идеала.

Надо снять окислившийся слой

Далее берем фитинг, вставляем в него трубу. та часть, которая заходит в раструб требует очистки. Трубу вынимаем и шкуркой снимаем верхний окисленный слой с этой части трубы. Потом ту же операцию проводим с внутренней поверхностью раструба.
Нанесение флюса
Флюс наносится на всю зачищенную поверхность — снаружи трубы и внутри фитинга. Тут никаких сложностей — кисточкой равномерно распределяют состав.

Нанесение флюса
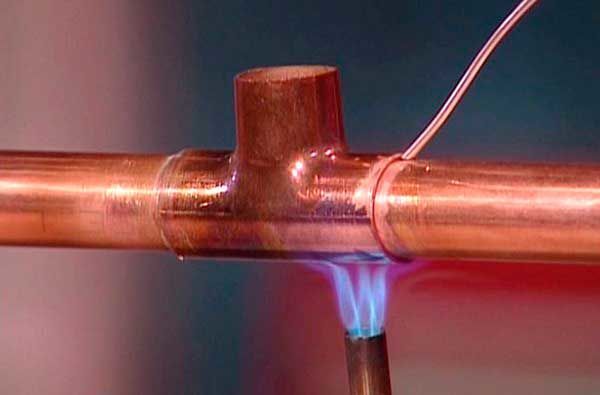
Обработанные фрагменты трубопровода вставлюятся один в другой и фиксируются. Если есть помощник — он может придержать части неподвижно. Если нет — придется ухищряться самостоятельно. Далее разжигается горелка, пламя направляется на место соединения. Температура пламени — от тысячи градусов и выше, а нагреть место соединения надо до 250-300°C, а это занимает 15-25 секунд. Можно при этом ориентироваться на цвет флюса — как только он потемнел, пора вводить припой.

Правильное расположение горелки при пайке медных труб своими руками
Чтобы прогрев был равномерный, пламя горелки направляйте посередине стыка. Тогда прогревается вся зона сварки более равномерно.

Пайка медных труб мягким припоем
Припой вводят в место стыка — где соединяется фитинг и труба. По мере нагрева, он начинает плавиться, растекается и заполняет зазор между элементами. Нанести его можно только на половину длины — расплавившись, он затечет в остальное соединение. Собственно, это все — пайка медных труб закончена. Все остальные соединения делают также.

При использовании жесткого припоя все почти также, только применяются другие горели — газопламенные, и в процессе пайки надо трубу проворачивать, наматывая размягчившийся припой на трубу.
Один из самых главных критериев – это уровень температуры плавления. Чем выше этот уровень, тем выше риск повреждения детали из основного металла. Многое будет зависеть от толщины стенки медной трубы.
Если эта стенка толстая, прожечь ее трудно и, следовательно, риск повреждений ниже. В этом случае вполне приемлемо использование твердого типа для меди, у которого достаточно высокий уровень температуры плавления.
Если же вы работает с тонкостенными трубами, и для них высокая прочность соединения не критична, выбирайте мягкий тип медно-фосфорного припоя с низкой температурой плавления.
Для пайки пищевой меди существуют специальные сплавы, в которых отсутствуют какие-либо токсичные вещества или ядовитые элементы.
Особенности пайки
Существует большое количество твердых и мягких припоев, которые могут обеспечить качественную пайку медных труб. Низкотемпературные припои дают шов с несколько худшими механическими параметрами, но позволяют выполнять работы при температуре, которая не оказывает сильного влияния на прочность металла труб. Около 95-97% таких припоев составляет олово, остальная часть – прочие элементы.
Наиболее хорошие технологические свойства у соединений, содержащих серебро. Существуют трехкомпонентные припои, в состав которых входят олово, серебро, медь. Флюсы, применяемые для низкотемпературной пайки, зачастую содержат хлорид цинка.
Достаточная прочность соединения при пайке мягким припоем достигается большой площадью контакта элементов. Для газопроводов используется только высокотемпературная пайка, обеспечивающая наилучшую прочность и надежность.
Низкотемпературный припой состоит из олова и имеет вид проволоки
Допустимое давление в трубопроводах при использовании разных типов пайки приведено в таблице.
Таблица 1
| Тип пайки | Температура среды, которая транспортируется, °С | Давление, атм |
| Низкотемпературная | 30 | 16 |
| 65 | 10 | |
| 110 | 6 | |
| Высокотемпературная | 30 | 40 |
| 65 | 25 | |
| 110 | 16 |

Для высокотемпературной пайки обычно используются медно-фосфорные припои. Они выпускаются в виде прутков.
Рекомендуется применение флюса и припоя одного производителя как для низкотемпературной, так и высокотемпературной пайки.
Чтобы правильно паять медные трубы отопления и водопровода, рекомендуют ознакомиться с особенностями данного процесса.
Такой стык применяют в ситуациях, где трубы проходят в стене или полу, а также в других местах с ограниченным доступом для возможности визуально проконтролировать стыки.
В основе процесса пайки расположен капиллярный эффект. При этом припой равным слоем ложится по сечению трубы. Также в процессе применяют специальные фитинги, которые подбирают отдельно для каждого диаметра трубопроката.
Также в процессе действий используют припой и флюс. А сам метод пайки разделяю на два подвида:
- высокотемпературный;
- низкотемпературный.
Низкотемпературное (мягкое) спаивание. Применяется при конструировании трубомагистрали для транспортировки жидкости и газа.
Рабочая температура при процессе превышает 110 градусов. Этот метод применяют для сортамента с объемом от 0,7 до 11 см. Патрубки, толщь стенок которых больше 0,16 см и объемом, превышающим 11 см, соединяют посредством сварки.
Высокотемпературное (твердое) спаивание. В бытовых трубопроводах такая пайка практически не применяется. Таким методом соединяют заготовки для сетей, которые работают в высокотемпературном режиме.

Последовательность процесса:
- Подготавливается элемент нужного размера с удаленной теплоизоляцией и снятыми заусеницами.
- Зона состыковки и фитинг чистится от оксидной пленки.
- Убирается пыль и на верхнюю часть наносят флюс.
- Конец заготовки вставляют в фитинг (зазор остается не более 0,04 см).
- Соединение прогревается горелкой и швы запаивают припоем.
Разница между пайкой медни и латуни
Пайка — удобный инструмент, когда речь идёт о ремонте сантехники в ванной комнате. Пайка не является однотипной операцией, а в разных случаях требуются другие технологии. В частности, пайка латунных труб может быть более сложной, чем пайка меди, так как латунные фитинги требуют более высоких температур.
Основной процесс соединения латунных или медных водопроводных труб по существу тот же, однако большая разница между медью и латунью заключается в том, что латунь требует гораздо больше тепла для правильной работы припоя. На самом деле, придётся нагреть металл в пять или шесть раз больше, чем медь, чтобы она достигла точки, в которой расплавится припой.
Латунные трубы несколько необычны, поэтому перед началом пайки нужно следить, чтобы давление внутри пайки не накапливалось, а свободно удалялось в окружающую среду.
Опыт говорит о том, что пропановые горелки недостаточно горячие, чтобы работать с латунью. Вместо этого при работе с латунью используют особый газ, представляющий собой смесь метилацетилена и пропадиена, которая достигает более высокой температуры, чем пропан. Не нужно скупиться на использование флюса или паяльной пасты, когда нужно монтировать трубы.
Изоляция патрубков в обогревательной сети

Изоляцию труб в обогревательной сети проводят с целью снизить тепло потери. Не изолированные медные патрубки в пять раз повышают потери тепла, так, как данный металл отличается высокой тепло проводимостью.
При вопросе, как заизолировать медные трубы отопления, скрытые в монолит (пол, стенки), все можно решить следующим образом. Их от механических повреждений, вызванных скачками температуры носителя тепла, отлично защитит гофра.
Узнать, как паять медные трубы для водопровода, пытаются многие. В силу интенсивного использования водопроводная трубомагистраль быстро изнашивается, чего нельзя сказать о трубомагистрали из меди. Такой водопровод будет служить вечно.
Для соединения водопроводной системы из медного трубопроката применяют капиллярный метод спайки (низкотемпературную и высокотемпературную).
Ошибки при пайке с данными стройматериалами для водопроводной трубомагистрали приводят к их коррозии. Она появляется в тех местах, где разрушается пленка-защита, которую образует хлорное окисление.
Виною этого становится хлор, который содержит вода. Чтобы не возникло такой коррозии необходимо:
- не допускать, чтобы припой попадал при пайке в середину стыка;
- приобретать изделия у проверенного изготовителя;
- использовать фильтры для воды.
Данный вид трубопрокатного сортамента используют при установке сети кондиционирования воздуха, состоящей из внутреннего и наружного блока.
Халдаген при этом транспортирует два патрубка из меди разного диаметра. Заготовка меньшего диаметра транспортирует жидкий фреон, а другая – газообразный фреон.
Такие патрубки от кондиционеров отлично поддаются пайке. Для припоя рекомендуют фосфорно-медный и серебряный вид. А сами агрегаты демонстрируют высокую устойчивость относительно растяжения.

Если коротко описать, как паять медные трубы для кондиционеров, то это будет выглядеть так:
- Вначале избавляются от оксидной пленки. Делают это шлифовочной шкуркой.
- После этого на очищенные участки наносится флюс.
- Фитинг состыкуется с трубой. При этом нельзя забывать о полумиллиметровом зазоре.
- Место стыка прогревается при температуре почти в триста градусов. Нагрев осуществляют газовой горелкой. Делают это равномерно, плавно перемещая пламя вдоль конструкции.
- После тога как окончили паять, обязательно необходимо промыть систему, иначе остатки флюса спровоцируют коррозию металла, а это повлечет за собою поломку кондиционера.
Паяльники «Dremel»
Проблема, как паять медные трубы легко решается с паяльником Dremel. Эти небольшие горелки на газу в состоянии жечь, паять и разрезать. Они легко удаляют старую краску, размораживают и разогревают для сгибания трубоматериалы.
Стоит паяльник «Dremel» в пределах 2000 рублей. С таким устройством можно забыть о длительном разогреве и о большом термопистолете.
В комплекте с паяльником «Dremel» идет:
- паяльник;
- сопло для горелки;
- два ножа разного размера;
- рефлекторная и щелевая насадка.
Для удобства пользования к устройству прилагается несколько ключей для смены насадок, защитный колпак для механизма и припой для пайки.
Отверстием довольно удобно направить разогретый воздух на термоусадочные трубки, и их можно устанавливать, без участия рефлекторных насадок.
Заправляют устройство бутаном для зажигалок на газу. Одной заправки паяльника «Dremel» хватает на час работы.
Это устройство для бытового использования. Профессиональные аналоги стоят от 5 тыс. рублей и больше. Пайка с таким инструментом превращается в удовольствие.
Как паять медные трубы, и то, что этот способ очень эффективный понятно. Ведь для этого не нужно дорогого спецоборудования. Важно и то и структура самого материала остается неизменной.

В итоге выходит прочный и надежный стык, который будет служить вечность. Главное при работе соблюдать технологию и действовать аккуратно.
Похожие записи:
 Припой для пайки медных труб: мягкий припой, флюс паста, что нужно для сварки
Припой для пайки медных труб: мягкий припой, флюс паста, что нужно для сварки  Припой для пайки: что это такое, температура плавления, с канифолью, бессвинцовый, ПОС, сплав, оловянный, РОЗЕ – Оборудование для пайки на Svarka.guru
Припой для пайки: что это такое, температура плавления, с канифолью, бессвинцовый, ПОС, сплав, оловянный, РОЗЕ – Оборудование для пайки на Svarka.guru  Серебряный припой для ювелиров – Серебряные припои
Серебряный припой для ювелиров – Серебряные припои  Припой оловянно-свинцовый: особенности и характеристики
Припой оловянно-свинцовый: особенности и характеристики



")

